Stewart- Thanks for the impressive and incredibly responsive development work on K:M!
After tinkering a bit under the hood, I have another request, if I may:
I currently own and use the SnapMaker 2 A350 for its large build area. This machine is a combo FDM/Laser/CNC modular unit that uses Marlin-esq gCode for FDM and a custom version of GRBL for both the laser and CNC fucnctions. If I can provide sample output code for each module, can this machine be integrated into K:M?
I will be happy to alpha-test any pushed revisions for compatibility and general overall weirdness as you require. This looks like a great fit for K:M, as the hardware and software have a natural functional alignment. I also believe your UI and code are much better integrated across modules than the apps provided by the hardware manufacturer.
Let me know what you’ll need, if this sounds interesting, and I’ll send it along.
Many thanks for making mobile pre-production and pre-viz so much easier-
@Trek_Lurker … Jeff, thanks for the offer. If you can send over the build area and sample gcode for each of the device modes, I can work up device profiles for you to test.
Hey, this is fantastic, I have both the Snapmaker Original, and the Snapmaker 2.0 A350. The second generation supports ARC Welder(G2/G3?) in Cura and other marlin 2.0 gcode features. I’m not for a second suggesting you support all such features, but would it be possible to at least clone the Snapmaker Original profile to setup the new 2.0 profiles (A150, A250, A350). The start gcode and sizes do vary a little so I get them from Cura which has profiles, or maybe worth a separate github/forum issue? As a side note my originals suffer without Cura’s Equalize Flow or acceleration controls tweaked down when running at speed, which the linear advance resolves on the 2.0 series.
Hi @tyeth and welcome. Happy to clone the original profiles into 2.0 profiles, especially if you can test and verify. Sounds like the newer generation of machines have better firmware.
Does Cura’s Equalize Flow bloat the gcode? If so, they’re faking nozzle pressure management by creating a lot of shorter accel/decel segments. It’s something I’ve resisted because the hack will only get you so far. And it’s a function that is only properly performed in firmware.
Thanks @stewart. Happy to test definitely! Not sure on the gcode bloat. There are a few similar options for similar effects. Mostly I ignore them all (as I use another slicer more often) and just have my firmware linear advance tuned for that material temp and speed step, i.e. generally tuned machine and then specifically tuned for Evyone PETG blue 235c stepping from 20mm/s to 40mm/s following https://teachingtechyt.github.io/calibration.html#linadv
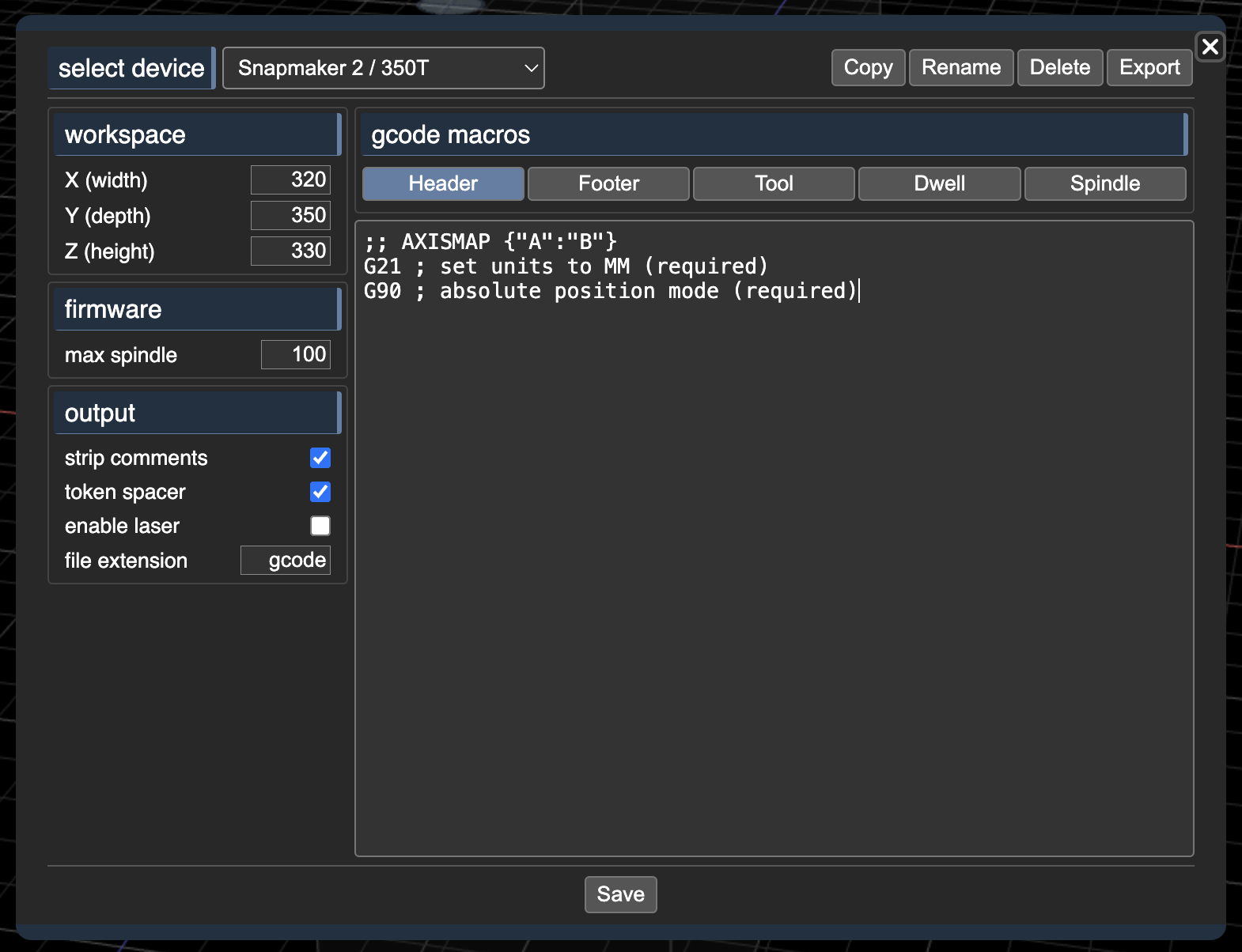
Hi, Stewart et al. This post is a little old but it looks like the most current on this topic/closest. I have a Snapmaker 2.0 350 with rotary attachment. Trying to get the index feature to work and thought maybe we could get the 2.0 added and see if the index/lathe feature will work at the same time. Can’t seem to upload my known good CNC/rotary file from Luban. It is here. https://www.dropbox.com/scl/fi/g5hrg53avi0cjd0slpx5x/Bolo_Aglets.cnc?rlkey=ovizxgri4p8m4tbk41ng7a3m3&dl=0
The machine is 320x, 350y, 330z.
KM continues to work great on our Langmuir MR1. Thanks!
Thanks for offering up a new profile. Can you use the device dialog and export your machine from there? That will provide a .km file that I can import and merge with the KM source base.
Took me a little too long. But IT WORKSSS!!! Yay. Thank you so much. workspace_comb_CNC-3.kmz (545.4 KB)
Here is the workspace that worked for me. And the code is SO much faster than what Luban creates. It doesn’t crash the controller:) The only difference is that in the Luban configuration the rotary sits parallel to the Y axis, whereas the default in KM seems to be parallel to the X axis, but that’s easy enough to change. I didn’t run a whole job - but it seems to operate exactly as it should so far. Thanks again!