I love all the additions made in 4.5 particularly the addition of the tapered ball-nose tool, I’ve been milling a piece now and it looks even more detailed than before.
But what I noticed was that the contour passes I do after the lathe to get deep pocket from all angles have changed a lot, in stead of doing a pass over the axis over the whole object it just goes to a gap en then changes over to the next step, looks to me to be more efficient if it was not doing a Z-axis up and down every step. in version 4.4 it started and when it came to a gap in the line it moved up, moved to the next position moved down and went on like that, then it did a step to the next line and did that in reverse at a gap again up move to next pos and down.
But now in 4.5 it moves Z-axis up and down every change of step, and I do thousands of steps every up and down takes 4 seconds this adds hours to my milling time.
I thought this process would be more efficient to change the path for a gap to a step and go on like before, that would have saved me a lot of time moving the Z-axis in version 4.4
I think therefore it’s a bug and shouldn’t be doing the up/down every change of step.
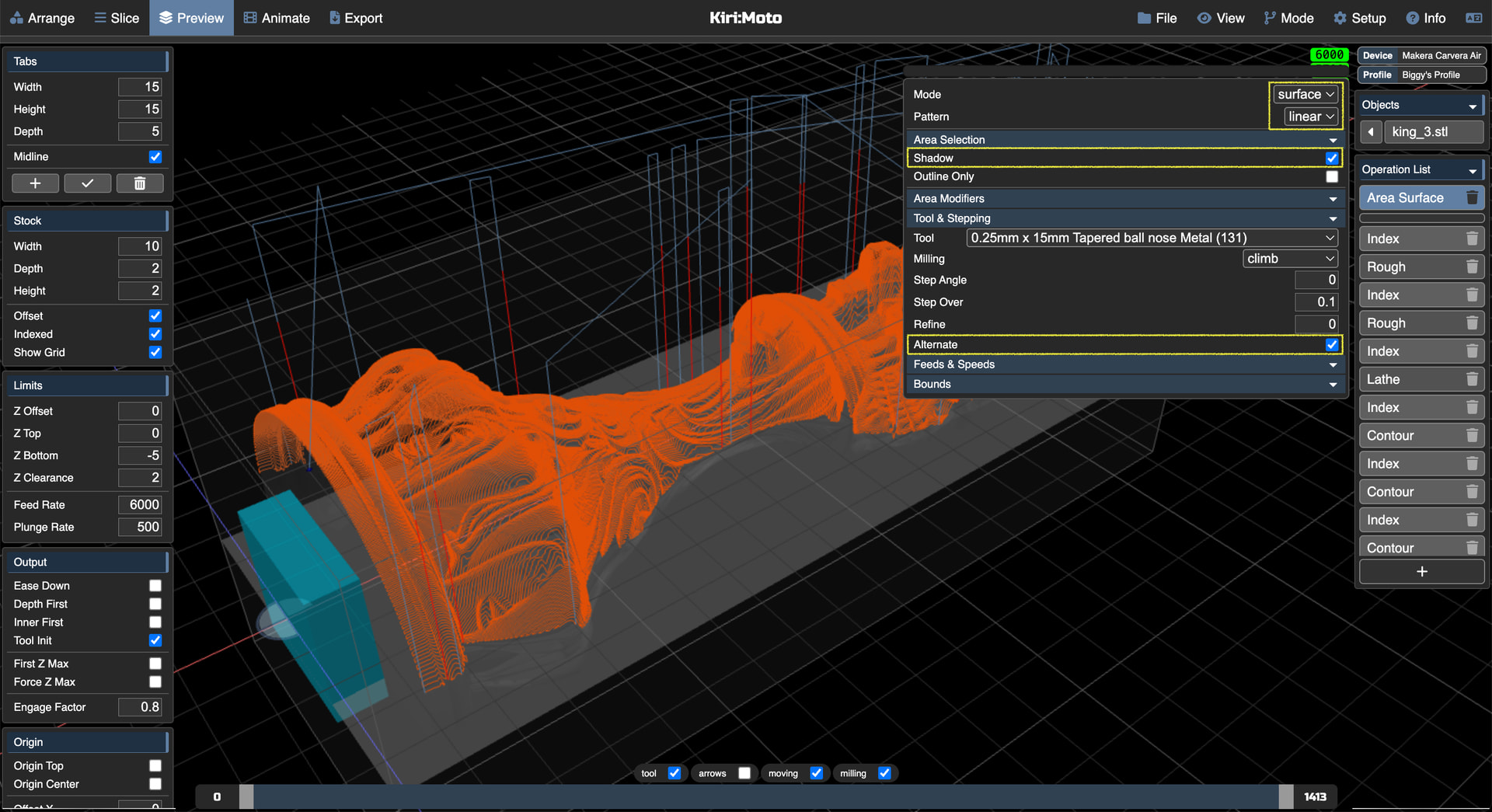
Illustration of the path going up/down every few millimeter of milling:

I couldn’t get the older version to run or else I would have taken a screenshot of that path too, but it keeps loading kiri:moto, only the current version runs on my system.