I’ve just started using Kiri:Moto from the “app store” in Onshape.
It’s great, thanks very much.
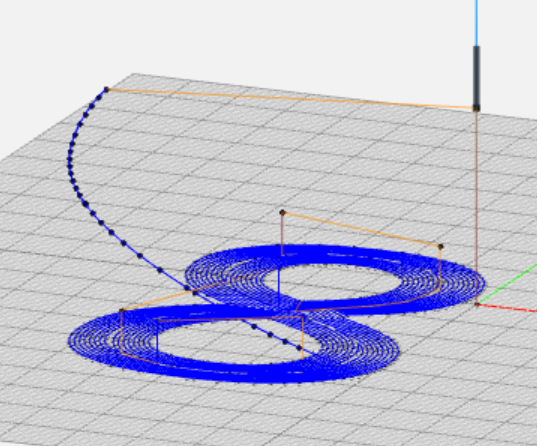
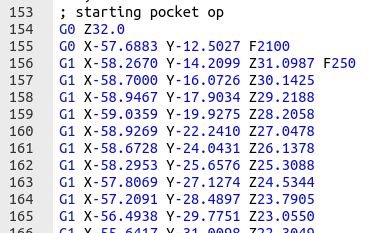
However I just hit an issue when pocketing, whereby the first operation is “G0 Z32” and the cut (G1) then starts a spiral down towards the stock.
Hopefully the ncviewer screenshot below illustrates what I’m trying to describe.
In this case this is a problem because 32mm plus my stock thickness exceeds the range of my machine and I get a limit alarn and job halts.
I think I can workaround this by replacing G0 Z32 with a conservative height and removing several of the subsequent G1 lines.
I don’t see the requirement to start so high above the stock, but I expect I’ve missed the point somehow.
Thanks