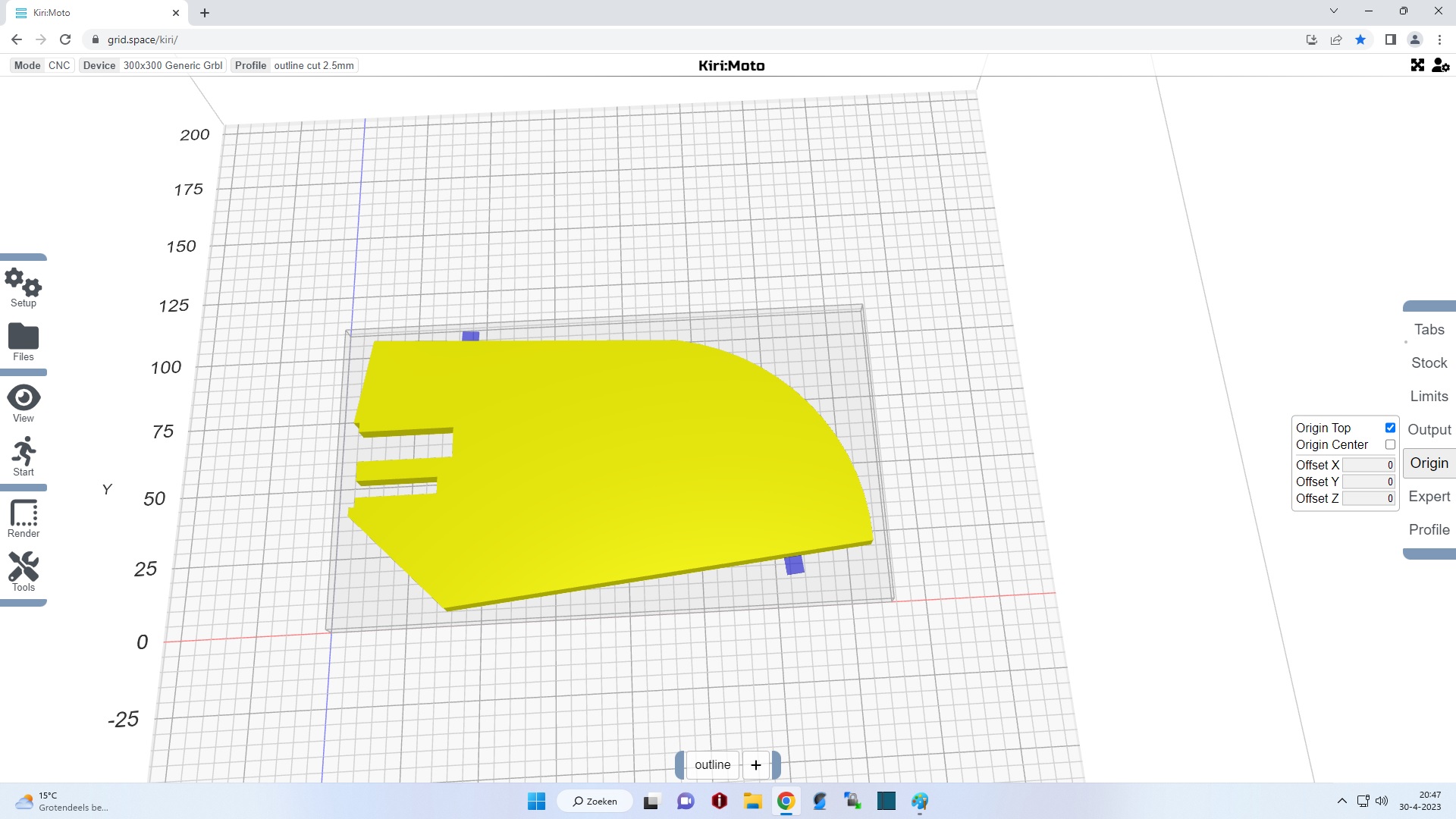
Trying to cut some 6mm heigth foam with a simple outline.
I have a DIY CNC that runs Marlin code through CNCjs 1.9.25
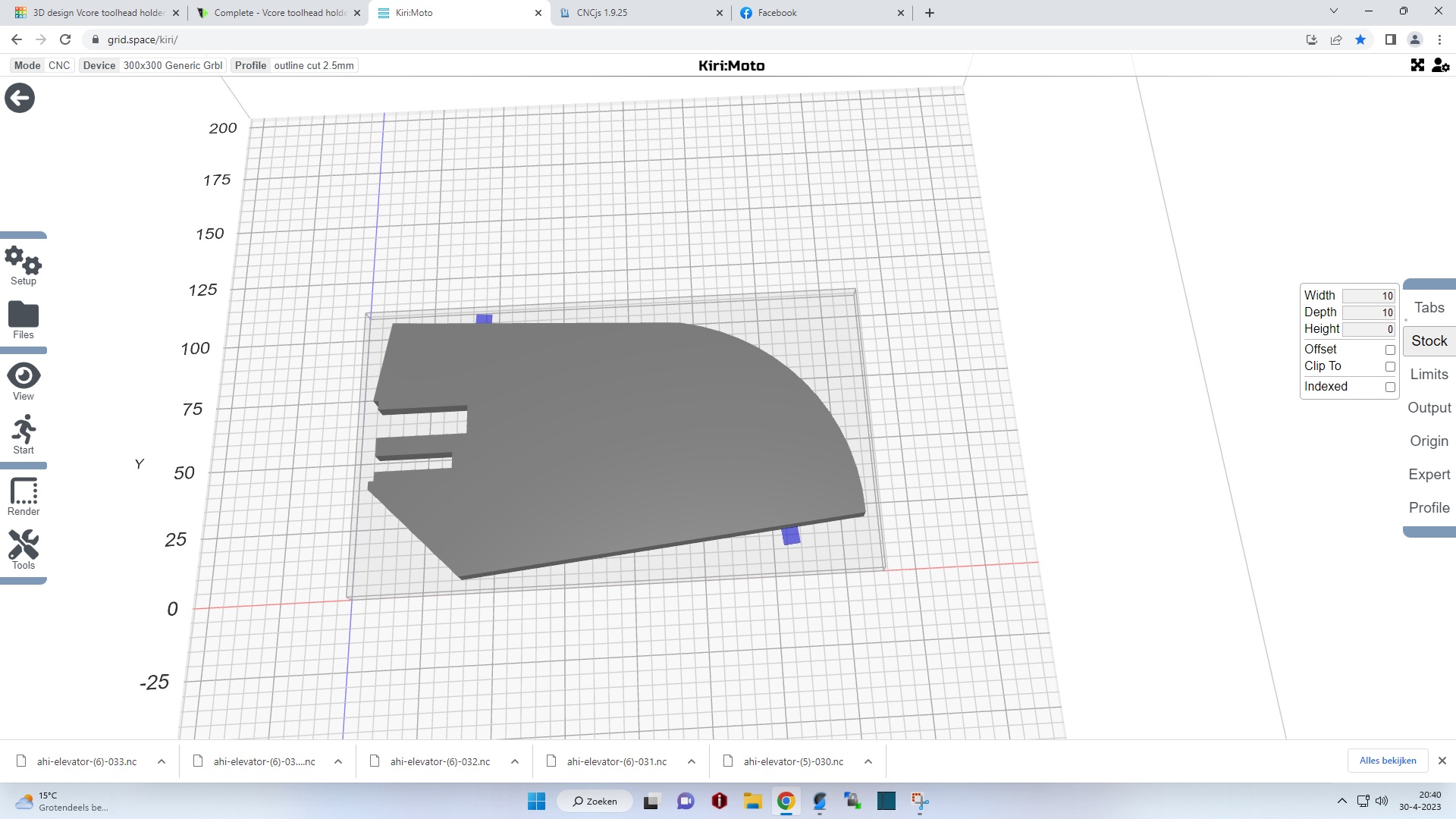
What ever I do in KIRI I cant accomplish what I need.
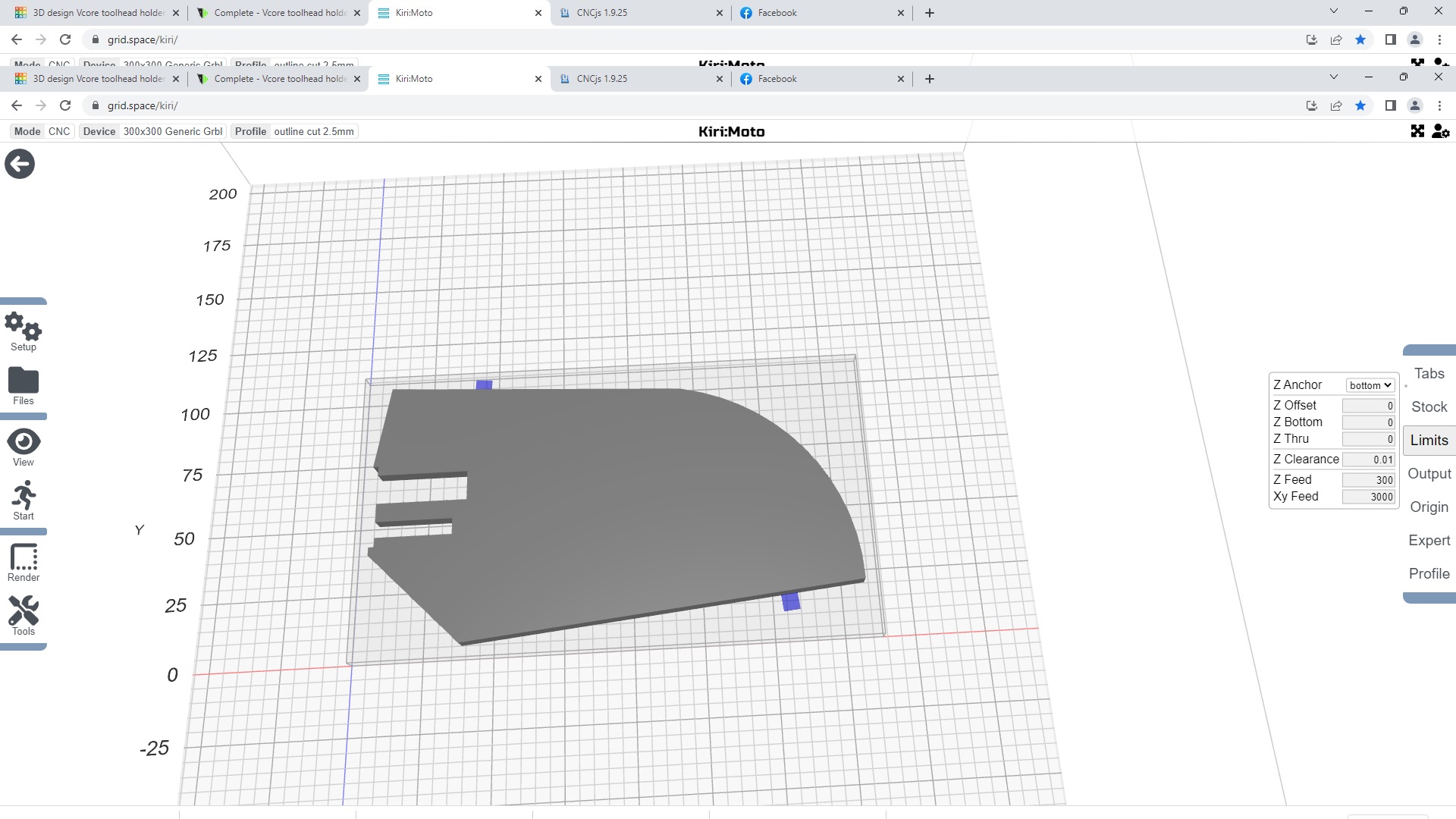
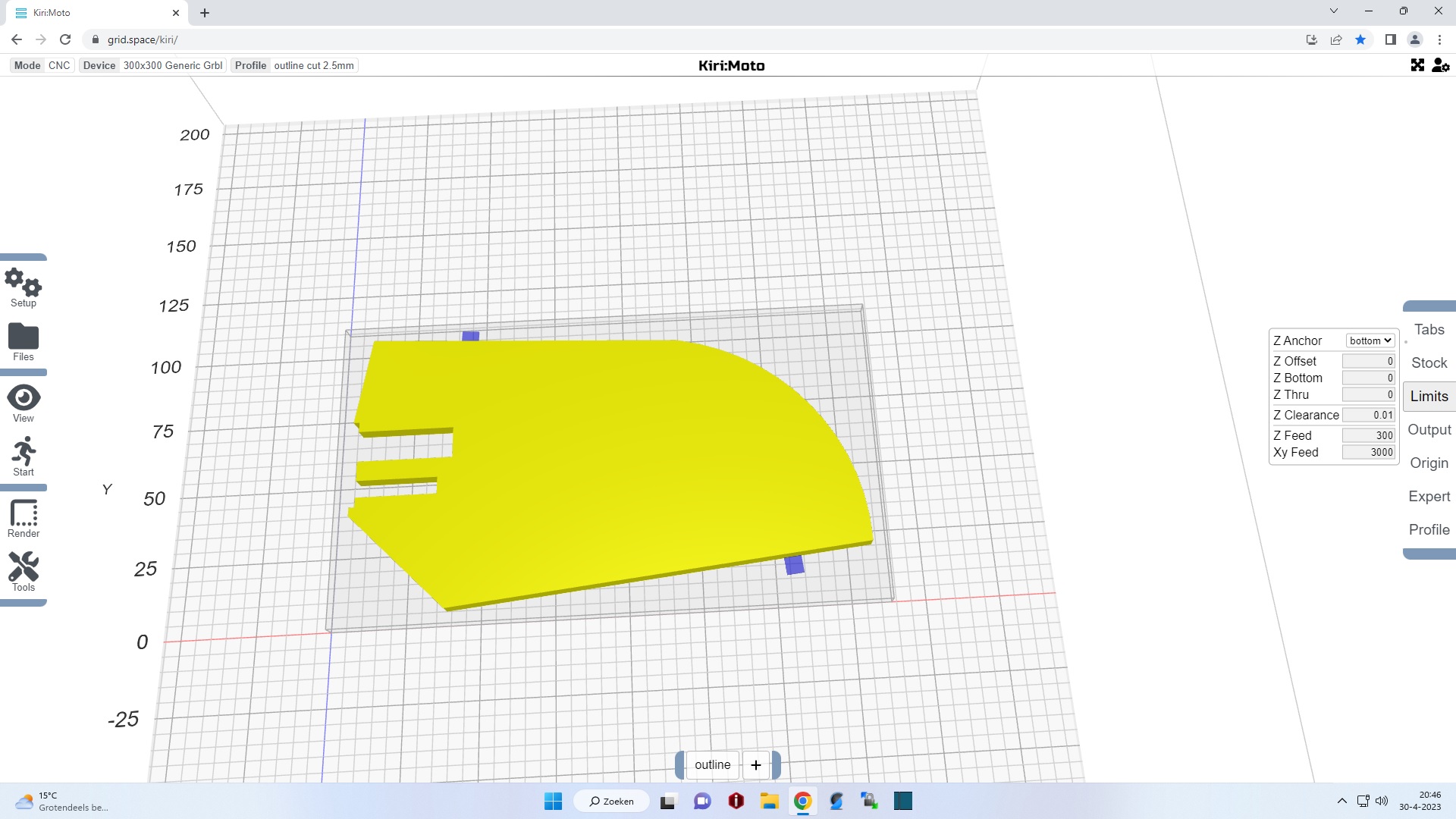
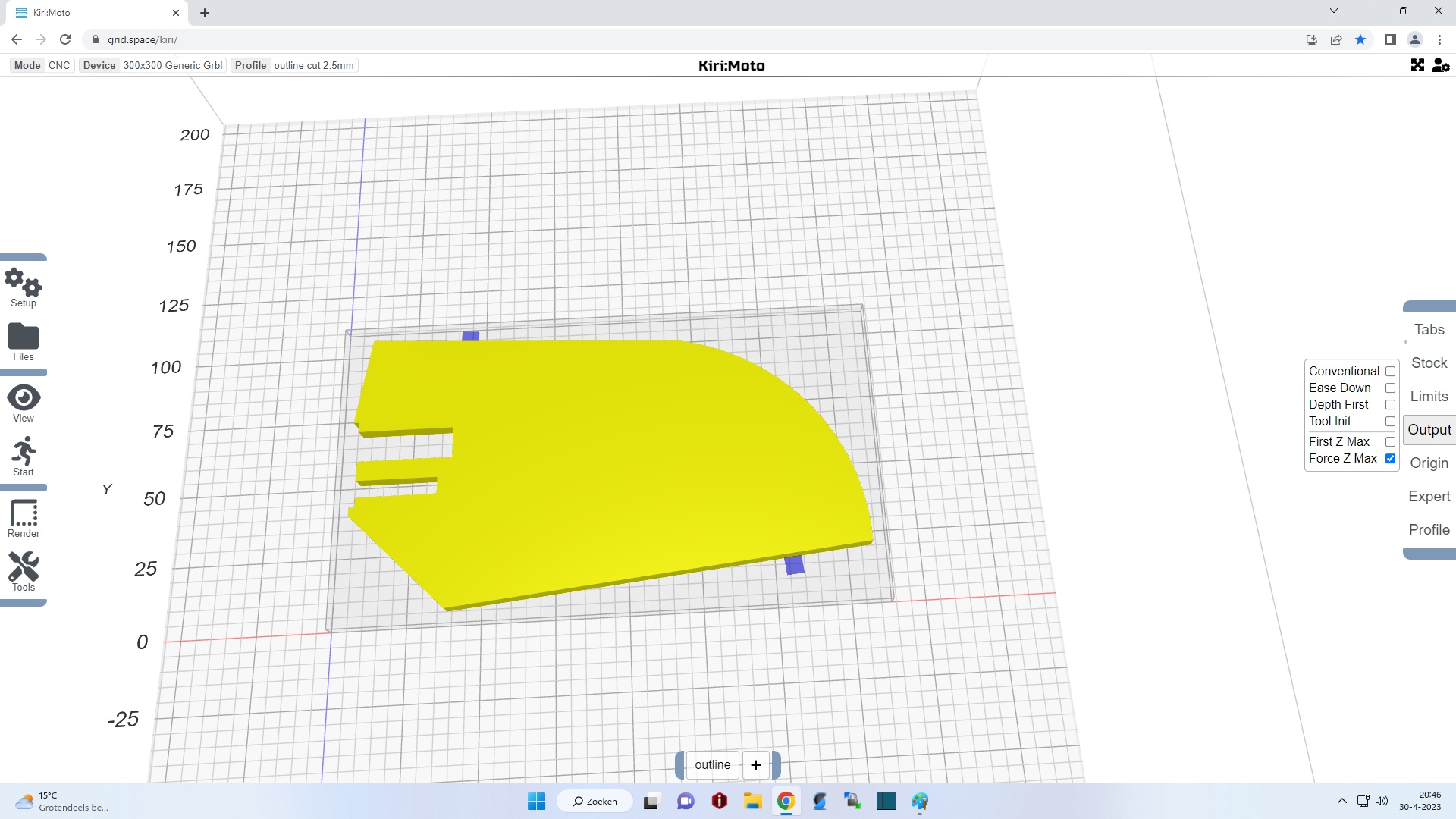
When I home the machine and afterwards set it at a Z height of 12 mm and I start the Gcode it goes down to 0 mm and stays there.
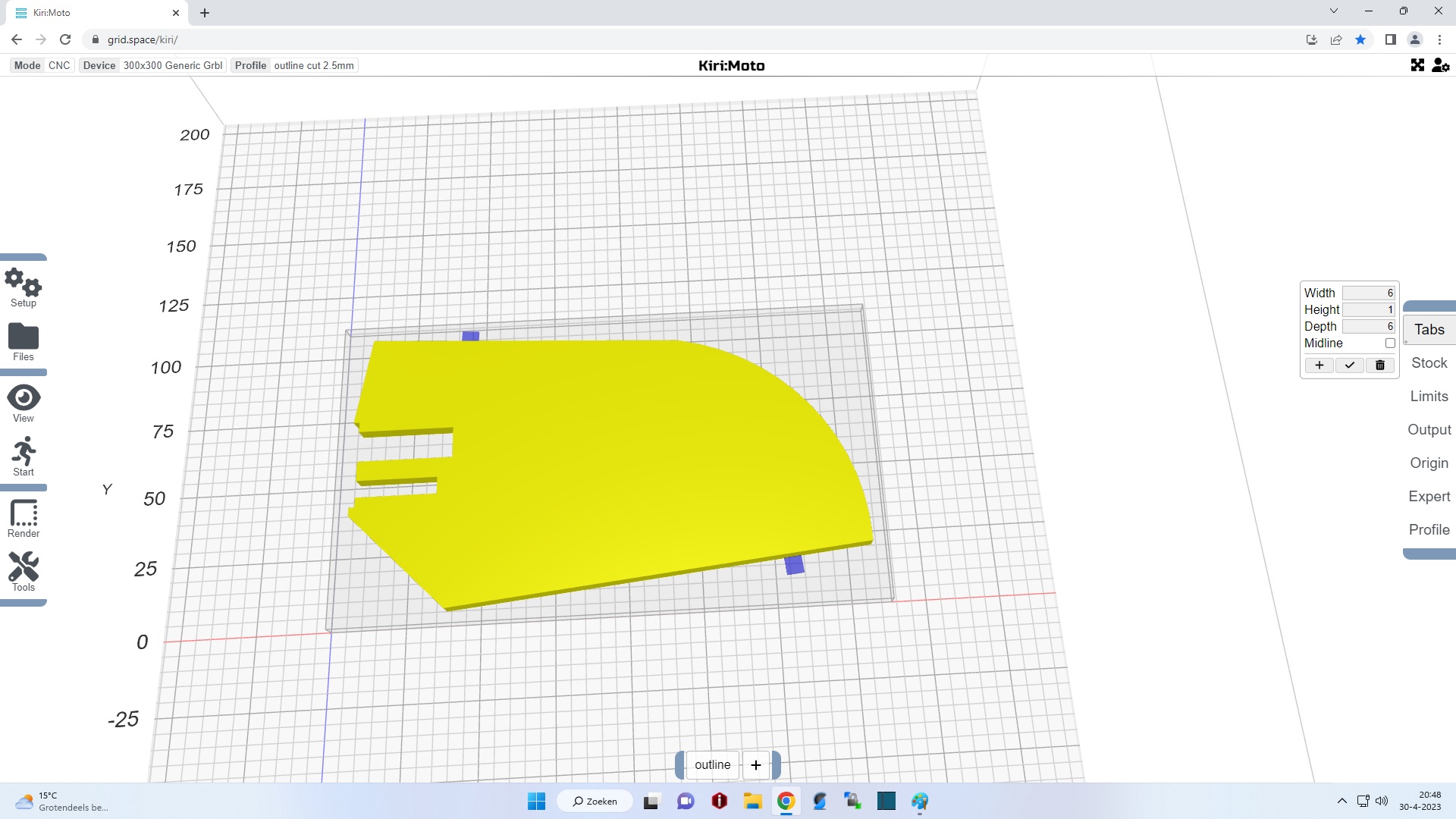
My expectation is it should go to 6 mm height and gradually step down at 1 mm, leaving the two tabs alive.
But it does not with every setup I try in Kiri 3.9
I read the V1 engineering manual for Kiri but to no avail.
Or I do something completely wrong or my CNCjs does not understand the Gcode Kiri creates in combination with Marlin.
When you say “afterwards set it at…” do you mean you set a coordinate system to 0 at the machine coordinate 12 mm, and then switched to that coordinate system, or that you simply manually moved the machine to 12 mm? G90 (absolute) mode uses absolute coordinates, and since cuts for most CAMs are generally negative, you will need a coordinate system where zero is at the top of the stock.
I got the problem solved.
December 2020 I started this project but due to time problems I did put it aside.
Last week I started up again and today I remembered I had some problem to dial the machine with Marlin and CNCjs.
Marlin does not accept zero the workplane it still does not respect the G10 L20 P1 Z0 command from the CNCjs console Z workspace reset button…
The workaround is to make a macro to shift to G54 (second workplane) with X0Y0
Jog to required Z position (top of stock)
Then perform G92 Z0.