I need a web based slicer as i need to be able to use a Chromebook to design / slice
I use Tinkercad successfully for designing * Kiri slicer looks like just what i need to generate Gcode files for my printer
As far as i can tell i have set up the printer settings correctly , the model slices & generated Gcode
The printer accepts the Gcode file but although it goes through all the motions of printing the model the gcode is NOT setting the print temperature! So no filament is extruded
I have set print temperature to 200c everywhere i can see to do so but still no luck
Has anyone managed to setup a Tina2 printer successfully or can anyone suggest what i am doing wrong
Hi Stewart
Thanks so much for getting back to me !!
I initially just used the “Any Generic Marlin” profile & modified it for the Tina2 bed size . temperatures etc
This resulted in the following header…
M104 S{temp} T{tool} ; set extruder temperature
M140 S{bed_temp} T{tool} ; set bed temperature
G90 ; set absolute positioning mode
M83 ; set relative positioning for extruder
M107 ; turn off filament cooling fan
G28 ; home axes
G92 X0 Y0 Z0 E0 ; reset all axes positions
G1 X0 Y0 Z0.25 F180 ; move xy to 0,0 and z 0.25mm over bed
G92 E0 ; zero the extruded
M190 S{bed_temp} T{tool} ; wait for bed to reach target temp
M109 S{temp} T{tool} ; wait for extruder to reach target temp
G1 E15 F200 ; purge 15mm from extruder
G92 E0 ; zero the extruded
G1 F225 ; set feed speed
I then tried to copy some header from a working “Cura” profile i have…
M104 S{temp} T{tool} ; set extruder temperature
M140 S{bed_temp} T{tool} ; set bed temperature
;(**** start.gcode for tina2****)
M203 Z15
M104 S150
G28 Z
G28 X Y; Home extruder
G1 X55 Y55 F1000
G29
M107 ; Turn off fan
G90 ; Absolute positioning
M82 ; Extruder in absolute mode
M109 S{material_print_temperature_layer_0}
G92 E0 ; Reset extruder position
G1 X90 Y6 Z0.27 F2000
G1 X20 Y6 Z0.27 E15 F1000
G92 E0 ; Reset extruder position
M203 Z5
BOTH of these give the same result - the printer goes through all the motions of printing but no print temp is set so no filament is extruded
I have a feeling i am missing something simple but cannot for the life of me work out what it is
without the T tool id. perhaps this is confusing the Tina2 firmware. An easy fix is to edit your header macro and remove that so those two lines just read:
M104 S{temp}
M140 S{bed_temp}
does the Tina2 even have a heated bed? if not, remove the lines that have
Your kind suggestions are getting me closer…much closer!!!
it appears that the installed version of Marlin firmware on Tina2 may not support the full range of “standard” M commands
I have managed to cobble together a successful quick test print using a mix of gcode header from Both my Cura profile & Kiri slicer profile
the print head does now get up to the correct temperature
the auto Level feature of the Tina2 is activated before printing
After test print finished head & bed move to correct posistion so i can remove the bed
never have a been so glad to see a 10mm10mm10mm cube in my life!!!
I think over next few days i should , hopefully, be able to work out any other “kinks” in the Tina2 version of Marlin
Am very grateful to you for your help ( so far ! )
That’s awesome news. When you get a working device profile, please export it from the device dialog and drop it here or send it to me for inclusion in the build. The export will produce a .km file with the device name.
I have a VERY simple profile for the Tina2 Basic 3d printer by Weedo ( also under the brand names of Weefun & Entina among others)
I cannot currently attach it as the forum will not let me - how would be best to get it to you?
As the Tina2 Basic only has a single print nozzle & NO heated print bed i have not included any Header / Footer GCode for these.
I do not have access to the updated Tina2S printer which has heated print bed along with a couple of other enhancement i believe but HLMODTECH of YouTube fame (https://www.youtube.com/c/HLModTech) , who introduced & inspired me to try Kiri Slicer , does. I know he will soon be making a Profile for the Tina2S - i have asked him to upload it here .
I am not sure if a Profile for Tina2s will work with Tina2 Basic but once he has released his profile i will test it. It would be great is it does as that means only a single profile would be needed for all the Tina2 models ( so far )
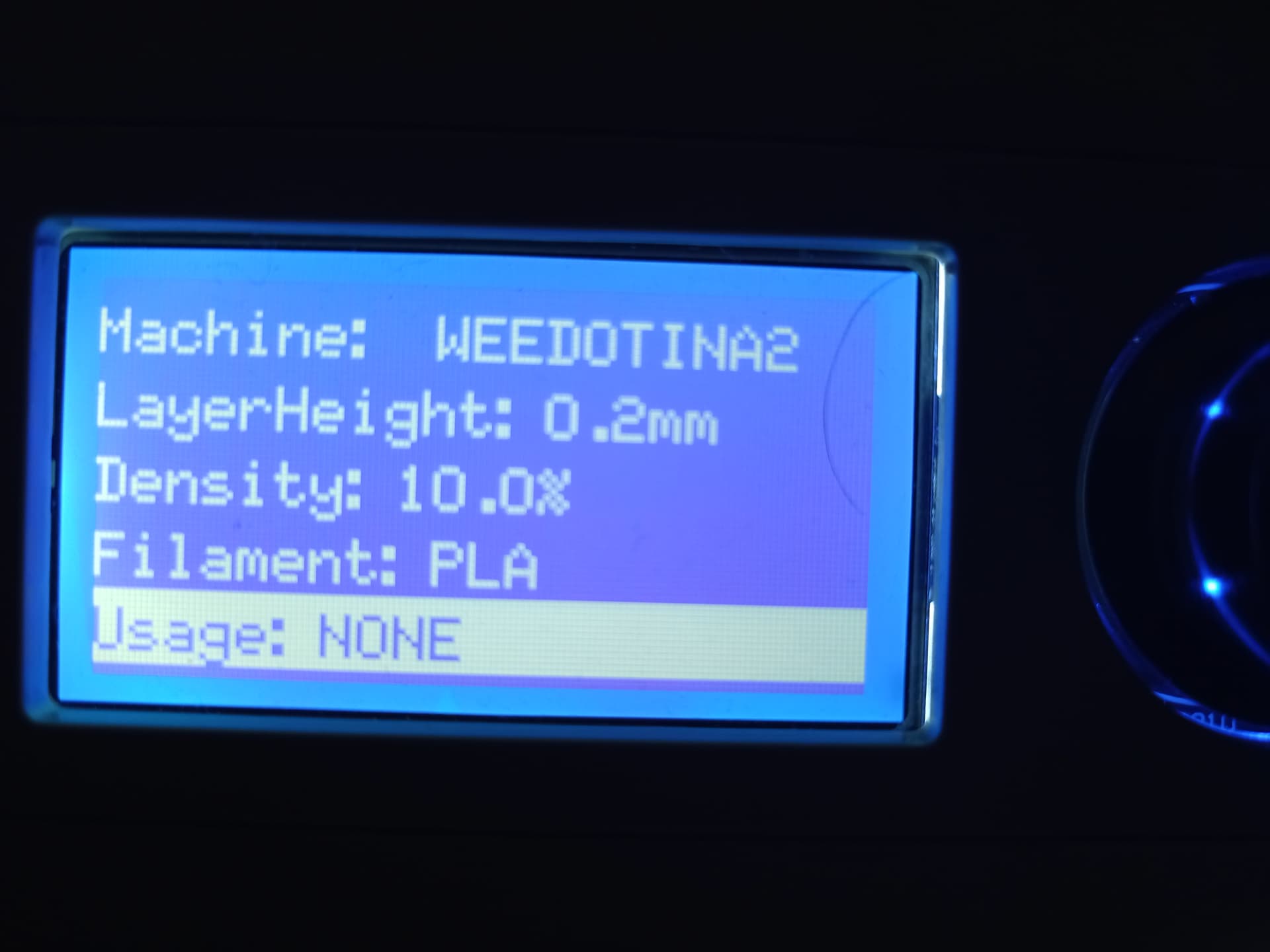
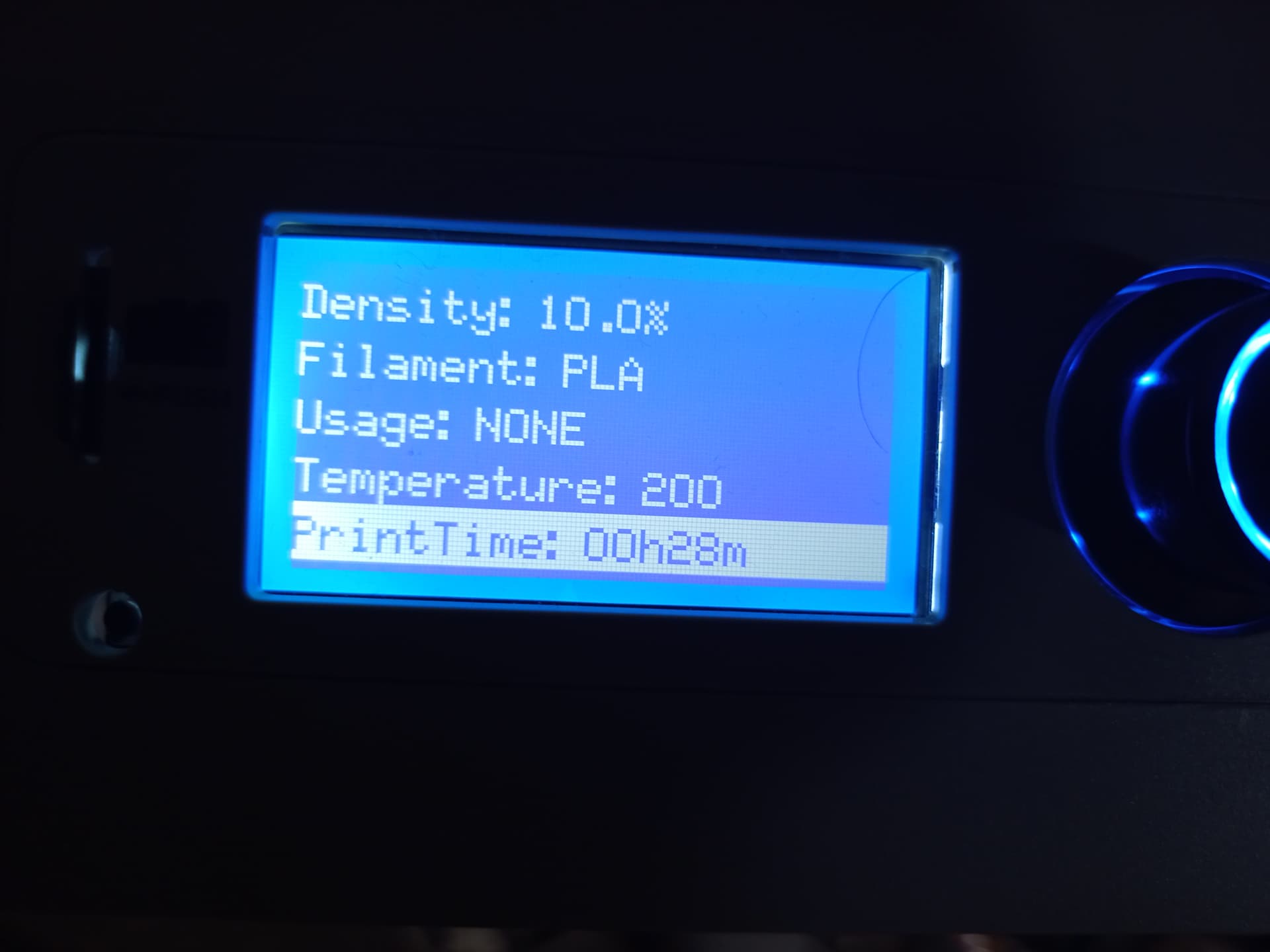
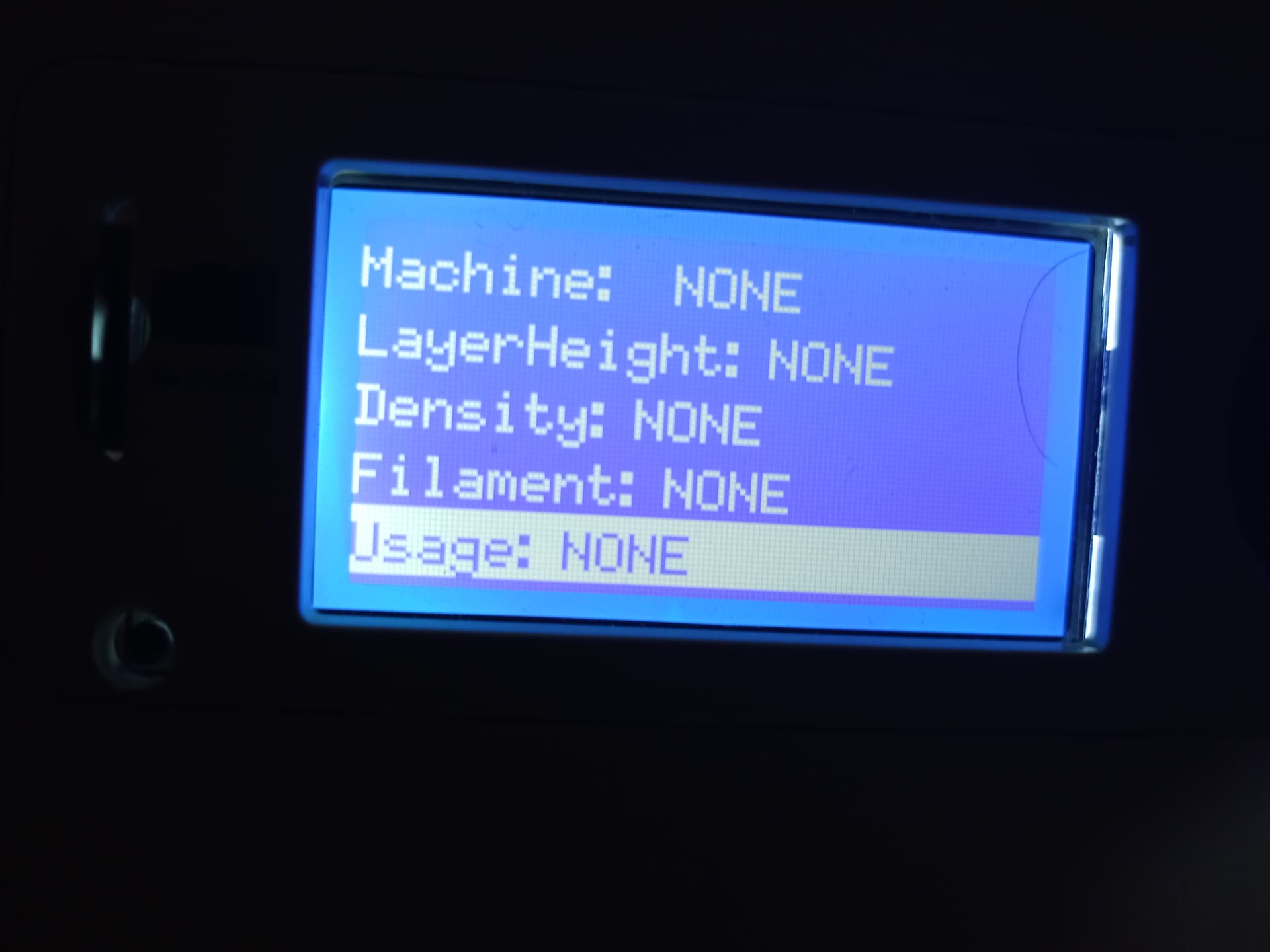
This profile does not currently display some of the info on the printer screen prior to printing , that a GCode file produced by Cura does. Not sure if it will be possible as I think this feature is built into the printer’s firmware & relies on the Cura GCode .
However this does not stop the printer displaying the correct selected extruder temperature or affect the final print in any noticeable way it seems .
Please let me know how you want this profile “improved” before publishing it in the device list , if indeed you do decide to do so
I just received the two files in Discord and will compare (Thanks). Cura shoves a bunch of comments into the gcode and the Tina printer is looking for those comments for display. Should be really easy to copy them from the Cura output into KM’s Tina profile. It may take a little trial and error, but we’ll get there.
For example … comments start with “;” here in the Cura output:
I’d be interested to know which of those new lines is absolutely necessary. Can you paste the entire working header? This one is common for Marlin and Klipper printers.
M117 Heating ; print "heating" on LCD
M107 ; turn off filament cooling fan
M104 S{temp} T0 ; set extruder temperature
M140 S{bed_temp} T0 ; set bed temperature
G90 ; set absolute positioning mode
M83 ; set relative positioning for extruder
G28 ; home axes
G1 F3000 ; set default move speed
M190 S{bed_temp} T0 ; wait for bed to reach target temp
M109 S{temp} T0 ; wait for extruder to reach target temp
G92 E0 ; set extruder position to 0
M117 Start Print ; print "start print" on LCD
notice the M104 / M109 pair for nozzle temp and M140 / M190 pair for bed temp. one sets the temp, the other causes the printer to pause until the target temp is reached. the temp is often repeated between the two, but on theory you could set a higher target temp, but let the printer proceed to the next step at a lower temp before it reaches target (knowing the printer still has other stuff to do and will reach the temp before it starts printing, for example)
I think the Tina may not like T0 appended to the temps, so ignore/drop that. Marlin usually does if the printer only has one extruder. but this allows for the possibility of multiple tool heads running at different temperatures.
since the Tina seems to trigger off of comments to update the display, you can use the "layer" and "progress" gcode macros to add comments in the gcode that will update the display. macro variables are documented here (GCode Macros | Grid.Space)
try a layer macro like:
;LAYER:{layer}
and a progress macro like:
;PROGRESS:{progress}
not sure what Cura outputs for % progress, so replace “PROGRESS” with that
This is the code from that working cube. Sorry if I am including more than the header… I am pretty sure when it started the skirt that means it is done with the header. I am working with the code you shared to see just how much of it is needed to get success. Thanks for the tips.