So, I build a printer profile within Kiri:Moto. I exported gcode and previewed it in Simplifty3D. Everything looked good.
When trying to print, the initial purge is normal, but then when the actual print would start, no filament was extruded.
The hotend was not clogged.
Upon comparing it to a S3D slice of the same model with the same settings, the extrusion amounts were off by quite a bit.
I have this problem too. I tried to print a model in vase mode today and the purge iis fine but no extrusion when the print starts.
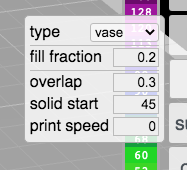
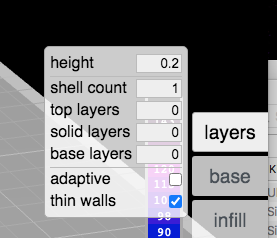
This is what I set up:
I fist left the top/solid/base-layer as default and choose vase type but after slicing I still had walls so I had to zero all layers to get the model hollow.
As long as the model is suitable, Kiri:Moto default profiles with vase mode set for infill should work well. You may want fewer shells (like 1 or 2) instead of the default of 3. Other than that, typical 3D printing advice: slower is usually better