Thanks Stewart,
I’ll copy some text I received from Chad at Axiom and attach the files he sent.
Thanks!
Brad
Chad says:
*Not all g-code functions will be used for our application, however, the RichAuto DSP supports the following codes.
G0, G1, G2, G3, G4, G40, G41, G42, G43, G44, G49, G54, G55, G56, G57, G58, G59, G80, G81, G82, G83, G84, G90, G91
M3, M4, M5, M6, M8, M9, M208, M210, M211, M350, M351
I’ve also attached the sample files, that will help them in formatting.
The big thing to remember is that while you can still design in inches, the code itself must be metric
Also:
The controller will accept a large number of formats automatically…s o it will not necessarily need to match identically. (The Kiri format is standard…with no line numbers, and the spacing…it will work just fine.)
The important details are that the properly recognized G & M codes are used…if a code is used that is not recognized, it may be ignored and the next code will be used that can cause a lot of problems.
And that the units are metric to ensure proper movement distnaces and speeds.
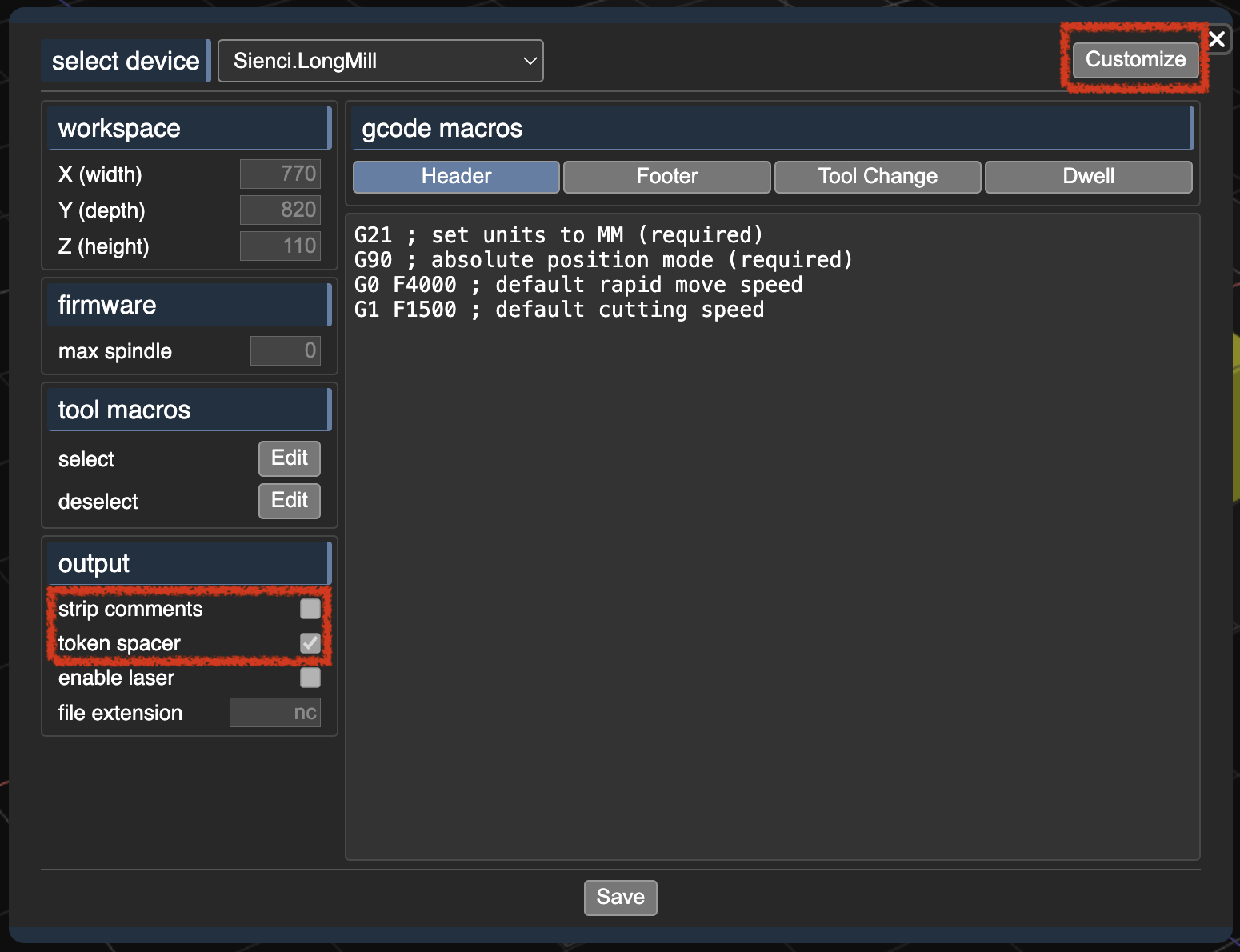
The F code is used…you will find it in the header portions of the file:
<
With Vectric, the speed does not change that frequently…
It appears that your software may be showing speed changes not just for cutting but also the rapid feed-rates for shuttle moves from point A to B…with our machines, the RichAuto controls shuttle speed independently (outside of the file or g-code).
That shuttle speed can be adjusted by the user before the file is ran if needed.
And in case you were going to ask…the S code (spindle speed) is NOT used. The spindle speed is user controlled at the machine, not through the code.