I’m new to Kiri Moto and CNC routing. Ive exported the G Code from Kiri Moto to CNC control software (UCCNC). X, Y and Z axes all ok but spindle does not start. I’ve gone back and entered spindle speeds in setup and in tool paths to no avail. Any help appreciated.
Does your Spindle Speed macro contain something like:
M3 S{spindle}
or is it empty? Did you set a max spindle speed in your device profile? Whatever you put in your spindle macro should appear in the generated gcode at the start of any operation that sets a spindle speed.
Hi Stewart,
I did set the maximum spindle speed in the set up within Kiri Moto. I exported the G Code as a zip file and then extracted all. In UCCNC when I load each of the tool path files, the M3 line shows in red - which I understand is some sort of error indication. See screenshot here where my maximum Spindle Speed of 24000 is in red.
Thanks and Regards David
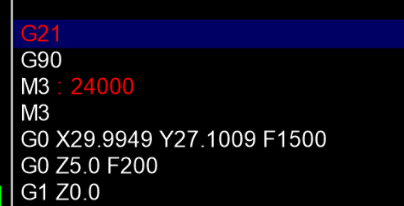
it looks like the S may be missing before {spindle} in your spindle macro
Hi Stewart,
Thanks for that. I’ve amended the macro in Kiri Moto and exported to UCCNC and now have M3 in white with no red digits following. I’ll try it tomorrow when I get access to the CNC machine.
Regards
David