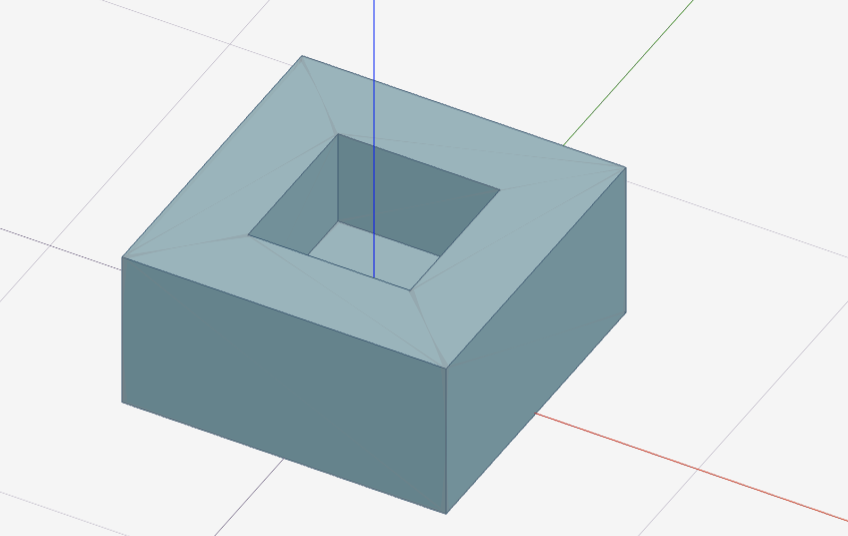
Hello! I just updated my project to use the 4.5 kiri API but i’m having some trouble getting the results i need. I’m pretty sure it’s a settings issue. I have a CAM roughing and outline pass, the outline pass seems to work ok, but the roughing pass goes to the full depth despite it being only a shallow pocket.
Here are the settings i’m using.
const STOCK_MARGIN = 5;
const CUT_THROUGH = 0; // Default cut-through thickness if not provided
const passes = 2
const speed = 1500
new Engine()
.setListener(display_message)
.load("https://raw.githubusercontent.com/alzatin/Test-dev-december-2/refs/heads/main/block_with_pocket.stl")
// should to call widget.setTopZ here ideally
.then((eng) => {
eng.widget.boundingBoxNeedsUpdate = true; // Ensure bounding box is updated
//if (progressCallback) progressCallback(0.1); // 10% - STL loaded
return eng.setMode("CAM");
})
.then((eng) => {
//if (progressCallback) progressCallback(0.15); // 15% - Mode set
const bounds = eng.widget.getBoundingBox();
const z = bounds.max.z - bounds.min.z;
return eng.setOrigin(0, 0, 0); // move part so top is at Z=0 (negate X to match coordinate systems)
})
.then((eng) =>
eng.setStock({
x: 3,
y: 3,
z: 0.1,
})
)
.then((eng) => {
// Determine if project uses metric units
const projectUnits = "MM";
const isMetric = projectUnits === "MM";
return eng.setTools([
{
id: 1000,
number: 1,
type: "endmill",
name: "endmill",
metric: isMetric,
shaft_diam: .25,
shaft_len: 1,
flute_diam: .25,
flute_len: 2,
taper_tip: 0,
order: 5,
},
]);
})
.then((eng) => {
//if (progressCallback) progressCallback(0.25); // 25% - Tools set
const bounds = eng.widget.getBoundingBox();
const z = bounds.max.z - bounds.min.z;
const zBottom = z; // ensure cut through stock bottom
const down = 3;
const camZBottom = -zBottom - CUT_THROUGH - 1;
const roughingStepOver = 0.6;
return eng.setProcess({
camOriginTop: true,
camOriginCenter: false,
camRoughAll: false,
camZOffset: 0,
camZTop: -1, //top of stock
camRoughFlat: true,
camRoughIn: true,
camRoughOmitThru: false,
camRoughOmitVoid: false,
camRoughOn: true,
camRoughTop: false,
camRoughVoid: false,
camStockZ: 0,
camEaseAngle: 10,
camEaseDown: false,
camZAnchor: "bottom",
camDepthFirst: true,
camZClearance: 3,
camStockOffset: true,
camZBottom: camZBottom, //-zBottom, // temp hack to get around setTopZ bug
camToolInit: true,
camOutlineSpeed: speed,
camRetractFeed: 300,
camSpindleSpeed: speed,
camFastFeed: 6000,
camFastFeedZ: speed, // Match Z feed to speed to maintain feedrate during ramp down
ops: [
{
type: "rough",
tool: 1000,
spindle: 1000,
down: down,
step: roughingStepOver,
rate: speed,
plunge: speed,
leave: 0,
leavez: 0,
all: false,
voids: false,
flats: true,
inside: true,
omitthru: true,
ov_topz: 0,
ov_botz: 0,
ov_conv: false,
},
{
type: "outline",
tool: 1000,
spindle: 1000,
step: 0.4,
steps: 1,
down: down, // https://forum.grid.space/t/cam-kirimoto-api-help/2511/22
rate: speed,
plunge: speed, // Match plunge rate to XY feedrate for consistent speed during ramp down
dogbones: false,
omitvoid: false,
omitthru: true,
outside: false,
inside: false,
wide: false,
top: false,
ov_topz: 0,
ov_botz: 0,
ov_conv: true,
},
],
});
})
.then((eng) => {
// Determine G-code units command based on project units
const projectUnits = "MM";
const unitsCommand =
projectUnits === "MM"
? "G21 ; set units to MM (required)"
: "G20 ; set units to inches (required)";
return eng.setDevice({
mode: "CAM",
internal: 0,
bedHeight: 2.5,
bedWidth: 678.18,
bedDepth: 1524,
maxHeight: 150,
originCenter: false,
spindleMax: 24000,
gcodePre: [
unitsCommand,
"G90 ; absolute position mode (required)",
"G0 F3000 ; set default rapid move feedrate",
"G1 F1000 ; set default cutting feedrate",
],
gcodePost: ["M05 ; spindle off", "M30 ; program end"],
gcodeDwell: ["G4 P{time} ; dwell for {time}ms"],
gcodeSpindle: ["M3 S{speed} ; spindle on at {spindle} rpm"],
gcodeChange: [
"M05 ; spindle off",
"M6 T{tool} ; change tool to '{tool_name}'",
"G37; get tool offset with ETS",
],
gcodeFExt: "nc",
gcodeSpace: true,
gcodeStrip: false,
deviceName: "Tormach.24R",
useLaser: false,
});
})
.then((eng) => {
//if (progressCallback) progressCallback(0.5); // 50% - Process set
// console.log(kiriEngine);
//startSlicingProgress();
return eng.slice();
})
.then((eng) => {
// stopSlicingProgress();
// if (progressCallback) progressCallback(0.9); // 80% - Slicing done
return eng.prepare();
})
.then(eng => eng.export())
.then(display_gcode);
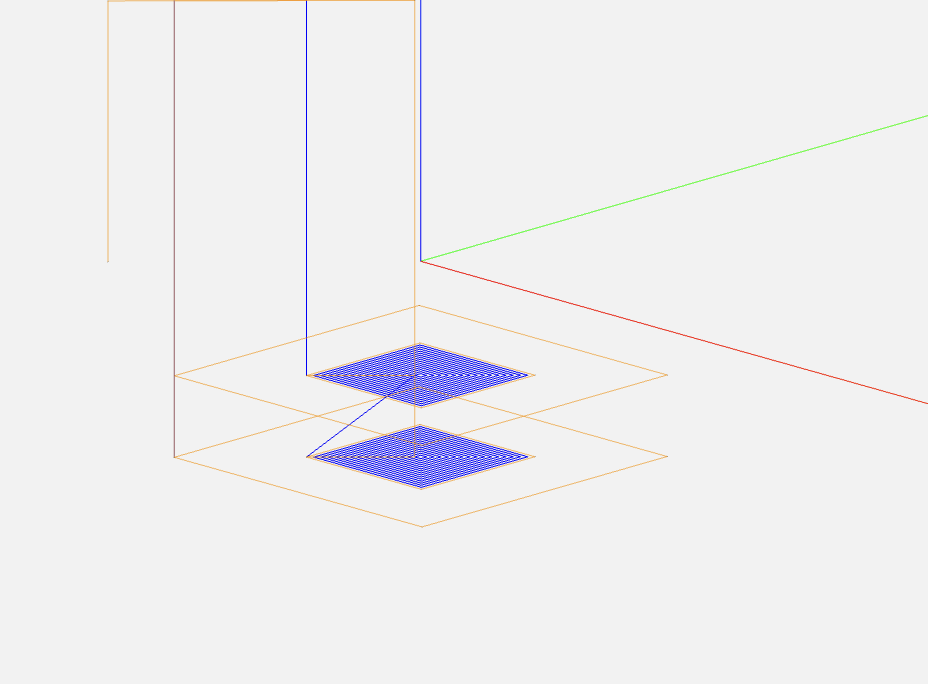
The clearance also seems off, despite only being set to 3, it clears much higher. Setting the ztop to 0 doubled the amount of passes created and only setting it to a negative value seemed to get closer to giving correct results.
Any help would be greatly appreciated.