Unless those printers support the CXDLP file format, it’s not going to be easy to support them.
Thanks! I have no clue on that one.
OK trying to get a LulzBot Taz 6 to work with Kirimoto.
Gcode file is attached and it has the header and footer in there.
Also found this link from the lulzbot website that is meant to be used for other slicers.
taz6 gcode.gcode (152.4 KB)
OK this seems to work for the Taz 6.
There are some things that I have to figure out…
How to get it to heat up the extruder at the same time as the bed, and some other tweeks.
mostly working taz 6 (1).kmz (172.0 KB)
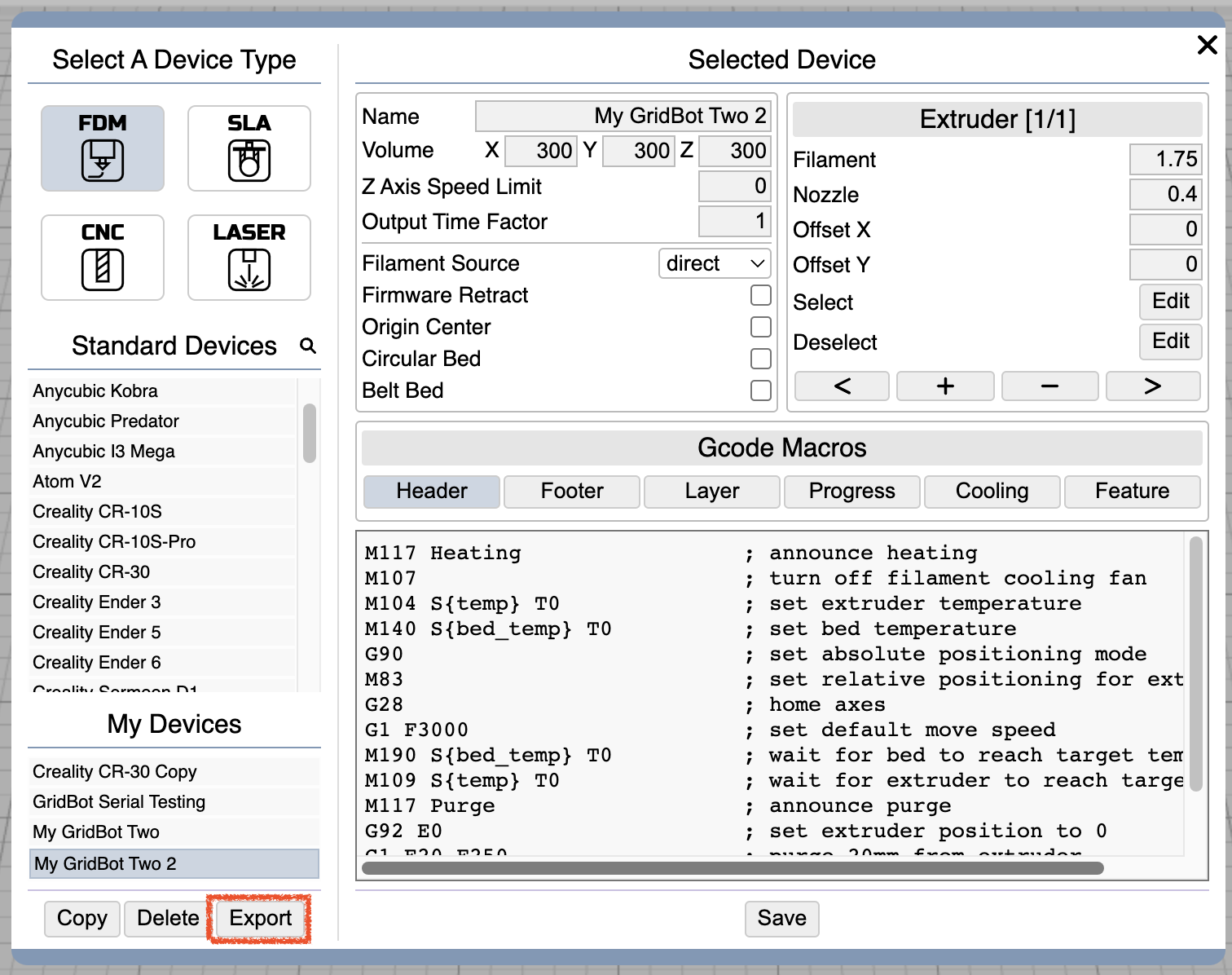
it’s worth looking at the default GridBot header, which annotates this. Basically, M104 and M140 set targets and start the heating process. While that’s happening, your gcode header can do other things. Then M190 and M109 cause the printer to pause until target temperatures are reached. Then it can proceed with things like purges and wipes.
M104 S{temp} T0 ; set extruder temperature (start heating)
M140 S{bed_temp} T0 ; set bed temperature (start heating)
... other stuff ...
M190 S{bed_temp} T0 ; wait for bed to reach target temp
M109 S{temp} T0 ; wait for extruder to reach target temp
... finish up ...
Good to know. I will tweak it more.
Almost done with taz 5 too.
Next the 747 sidekick.
Also how do I save this printer so my students can select one of these printers on the onshape tab?
you can export any customized device (produces a .km file) then import that in any KM instance. inside of Onshape, shift + click the import button or drag/drop the .km file onto the workspace.
Hello. I have been printing using the Ultimaker Cura slicer for nearly a year now and while haven’t had any issues, I just switched to an iPad 9th gen and I am using this iPad as my main for 3d printing. The only problem is that my printer is the Anycubic Kobra 2, and there is no main profile for that. I know there is one for the Anycubic kobra 1, but its not convienient to keep on changing the settings. Is there anyway you can import the Anycubic Kobra 2?
Here is the gcode file for a benchy that came with the printer: Benchy-0.28-30m.gcode - Google Drive
And if it helps, my cura slicer parameters profile: DylanAnycubicKobra2Cura.curaprofile - Google Drive
Thanks. I’ll take a look and see if I can craft a profile from this
That would be very helpful if there was a Kobra 2 profile because if I am not mistaken that would work on the 2 neo as well. If I am wrong please correct me because I would love to use kiri moto to slice.
the Kobra 2 device profile will be in the next update. thanks
@stewart Do you have any tips for tuning in working settings for a ender 3 s1? I’ve tried modifying the ender 3 profile but it always comes with no luck.
I would suggest looking at the gcode header output from another slicer and comparing that to the KM gcode header. it’s probably something really simple like the use of M82 or M83.
@stewart Hello there. I was using the Kiri:Moto slicer with my 8th grade class, and with my nephew. However, when trying to use it with my nephew and his Geeetech M1 Mini the print head stays still off to the side and just spits out the filament. I was wondering if you could add some more printer profiles? Or tell me what I need to do this? I can give you some gcode for the Geeetech and the schools MakerBots. Thanks!
I’ve made a profile for the M1 based off of the OrcaSlicer profile I found. You can upload it by dragging this km file into the kiri-moto window.
geeetech_M1.km (2.3 KB)
Feel free to try it out, and let me know if it needs tweaking in any areas. If you verify it works, we can get it added to the stock devices.
Some sample Gcode is always appreciated.
Thanks. I’ll try to get the gcode file off of their SD card that came with the printer for the Benchy my nephew printed. I’ll also try to print a Benchy with the profile you’ve supplied. Thanks!
thanks. if this checks out, please create a PR for it.
Hi @stewart,
Thank you so much for all the work you’ve put into Kiri:Moto—it’s been a fantastic find! I’ve been helping my nephew get started with 3D printing, and since he’s using a Chromebook, Kiri:Moto has been a game changer.
Would you be able to help with loading a standard printer profile for the Flashforge Adventurer 5M? I’ve added the profile from OrcaSlicer below for reference (apologies, it would not let me upload the files due to being a new user). If it’s better for me to create and export a profile directly from Kiri:Moto instead, just let me know—I’m still learning Kiri:Moto but am happy to do that.
Thanks again for your help!
-A
fdm_adventurer5m_common:
"type": "machine",
"name": "fdm_adventurer5m_common",
"from": "system",
"instantiation": "false",
"inherits": "fdm_flashforge_common",
"gcode_flavor": "klipper",
"printable_area": ["-110x-110", "110x-110", "110x110", "-110x110"],
"printable_height": "220",
"auxiliary_fan": "1",
"machine_max_acceleration_e": ["5000", "5000"],
"machine_max_acceleration_extruding": ["20000", "20000"],
"machine_max_acceleration_retracting": ["5000", "5000"],
"machine_max_acceleration_travel": ["20000", "20000"],
"machine_max_acceleration_x": ["20000", "20000"],
"machine_max_acceleration_y": ["20000", "20000"],
"machine_max_acceleration_z": ["500", "500"],
"machine_max_speed_e": ["30", "30"],
"machine_max_speed_x": ["600", "600"],
"machine_max_speed_y": ["600", "600"],
"machine_max_speed_z": ["20", "20"],
"machine_max_jerk_e": ["2.5", "2.5"],
"machine_max_jerk_x": ["9", "9"],
"machine_max_jerk_y": ["9", "9"],
"machine_max_jerk_z": ["3", "3"],
"printer_settings_id": "Flashforge",
"retraction_minimum_travel": ["1"],
"retract_before_wipe": ["100%"],
"retract_length_toolchange": ["2"],
"deretraction_speed": ["35"],
"z_hop": ["0.4"],
"single_extruder_multi_material": "0",
"change_filament_gcode": "",
"machine_pause_gcode": "M25",
"support_multi_bed_types": "1",
"default_filament_profile": ["Flashforge Generic PLA"],
"machine_start_gcode": "M190 S[bed_temperature_initial_layer_single]\nM104 S[nozzle_temperature_initial_layer]\nG90\nM83\nG1 Z5 F6000\nG1 E-0.2 F800\nG1 X110 Y-110 F6000\nG1 E2 F800\nG1 Y-110 X55 Z0.25 F4800\nG1 X-55 E8 F2400\nG1 Y-109.6 F2400\nG1 X55 E5 F2400\nG1 Y-110 X55 Z0.45 F4800\nG1 X-55 E8 F2400\nG1 Y-109.6 F2400\nG1 X55 E5 F2400\nG92 E0",
"machine_end_gcode": "G1 E-3 F3600\nG0 X50 Y50 F30000\nM104 S0 ; turn off temperature",
"before_layer_change_gcode": ";BEFORE_LAYER_CHANGE\n;[layer_z]",
"layer_change_gcode": ";AFTER_LAYER_CHANGE\n;[layer_z]",
"scan_first_layer": "0",
"thumbnails": ["140x110"],
"use_relative_e_distances": "1",
"z_hop_types": "Auto Lift",
"retraction_speed": ["35"],
"wipe_distance": "2",
"extruder_clearance_radius": ["76"],
"extruder_clearance_height_to_rod": ["27"],
"extruder_clearance_height_to_lid": ["150"],
"version": "1.8.0.0"
Flashforge Adventurer 5M 0.4 Nozzle:
"type": "machine",
"setting_id": "GM001",
"name": "Flashforge Adventurer 5M 0.4 Nozzle",
"from": "system",
"instantiation": "true",
"inherits": "fdm_adventurer5m_common",
"printer_model": "Flashforge Adventurer 5M",
"default_print_profile": "0.20mm Standard @Flashforge AD5M 0.4 Nozzle",
"nozzle_diameter": ["0.4"],
"printer_variant": "0.4",
"max_layer_height": ["0.28"],
"min_layer_height": ["0.08"],
"retraction_length": ["0.8"],
"nozzle_type": "stainless_steel"
You can try importing this into Kiri (file → import or drag/drop onto workspace) and let me know if it works.
flashforge_adventurer_5m.km (4.5 KB)
I have a working profile for a 5m Pro. It is attached.
flashforge_5m_pro.km (4.9 KB)