Hi,
I have an old Denford machine that I have outfitted with a open build black box.
I wanted to use kirimoto to run some jobs, but I’m having some trouble getting everything to work. I have my g code filed from kirimoto and I have framed it and confirmed the zero origin on my machine.
When I run the job it just sits there and then if I pause it and then start it again it will start its first cut but it will not start the spindle.
I guess really. My question is what are the general steps to make sure that the profile I’ve started in kirimoto is actually going to play nice with my g code sender.
I have not used this box before. Does it run Marlin or GRBL? Have you been able to run other gcode through it successfully? Do you have a gcode reference for what it implements? KM just produces the gcode files. Uploading those files to your sender and running them is highly dependent on your setup.
1 Like
Yea, it is a GRBL box.
I exported some g-code from carbide create using The GRBL post-processor. It seem to do the trick. I suppose in retrospect I may have gotten lucky.
I’m not sure what you mean by g-code reference for what it implements, but I think maybe it is this?
Supported G-Codes in v1.1
G0, G1: Linear Motions
G2, G3: Arc and Helical Motions
G4: Dwell
G10 L2, G10 L20: Set Work Coordinate Offsets
G17, G18, G19: Plane Selection
G20, G21: Units
G28, G30: Go to Pre-Defined Position [运动到预定义位置]
G28.1, G30.1: Set Pre-Defined Position
G38.2: Probing
G38.3, G38.4, G38.5: Probing
G40: Cutter Radius Compensation Modes OFF (Only)
G43.1, G49: Dynamic Tool Length Offsets
G53: Move in Absolute Coordinates
G54, G55, G56, G57, G58, G59: Work Coordinate Systems
G61: Path Control Modes
G80: Motion Mode Cancel
G90, G91: Distance Modes
G91.1: Arc IJK Distance Modes
G92: Coordinate Offset
G92.1: Clear Coordinate System Offsets
G93, G94: Feedrate Modes
M0, M2, M30: Program Pause and End
M3, M4, M5: Spindle Control
M7* , M8, M9: Coolant Control
M56* : Parking Motion Override Control
(*) denotes commands not enabled in config.h by default.
KM is used with a lot of GRBL machines. I have one as my primary CNC mill. So the gcode it creates should work just fine. If you have an example of a “working” gcode and one that KM outputs that doesn’t work, we can compare and try to figure out what’s up
1 Like
This might be wildly embarrassing, but I looked through the KM g-code and I didn’t see the M3 command in the code to turn on the spindle.
I imported a picture and tried to do a raster. I might just not know how to use KM.
I will use it from the onshape plugin and make a simple STL to test.
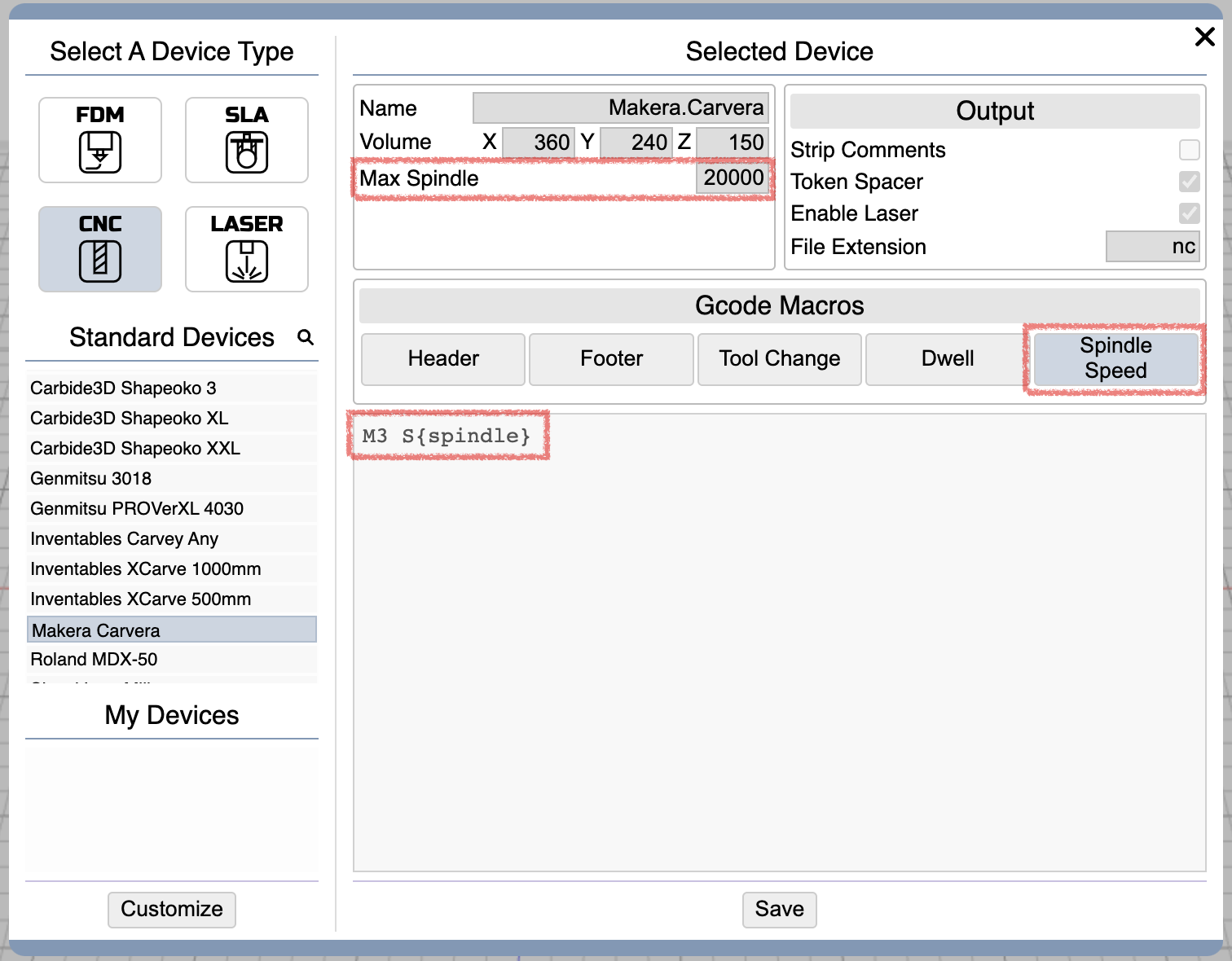
Check your machine definition. Make sure your have a max spindle speed set and that the spindle speed macro is not empty.
1 Like
That was it. I will reslice and test. Thanks.
1 Like