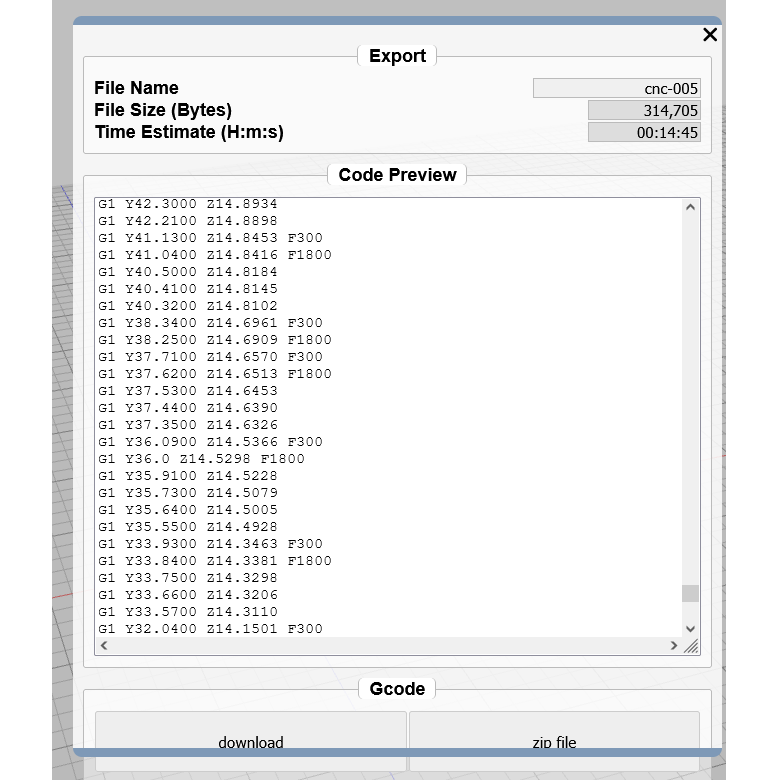
Hi Stewart, The attached workspace is a small portion of a bigger model involving a roughing operation and a contour operation set to operate in the ‘y’ direction. In the generated g-code for the contour operation, it can be seen that as the z values are rising, the feed-rate stays at the set feed-rate of f1800, but as the z values start to descend, the feed-rate changes rapidly between f300 and F1800. I also tested the model in Version 3.7 and don’t observe this behaviour. These rapid changes in feed-rate cause my machine to run roughly on that part of the cutting operation. Contour.kmz (542.1 KB)
I’m not seeing this in 3.9 when I use your workspace. The arc cutting speeds for me are consistent at F1800. Maybe try importing your workspace into a private browsing tab and see if it gives the same behavior?
Hi Stewart, I just tried it in a Private browser and I’m observing the same rapid feedrate behaviour. If I disable the roughing operation, I don’t see the feedrate changes, but with the roughing operation enabled, the feedrate switches between f300 and F1800 quite rapidly. I notice that the plunge rate for my Roughing operation is set to 300, could this value be perhaps interfering with the Contour operation?
I just changed the Plunge rate value in the roughing operation to a random value ‘358’, and notice that in the g-code for the contour, the F1800s are now interspersed with F358s.
I’m seeing the rate change in the roughing operation and it’s an attempt by the code to run the outer perimeter of each new clearing section shorter. The theory is that the bit on a new cut is fully engaged vs a step-over which is cutting less. The algorithm isn’t perfect. But I’m not seeing the rate change in the contouring gcode.
Do you have any different settings enabled in your browser? Could the browser make a difference? I’m using Firefox on a windows 10 machine. I’m definitely seeing this as you can see in the image of the g-code I posted.
As a workaround I could use find and replace in a text editor to remove the F300s from the contour operation. But it puzzles me why it’s not happening to you with my workspace.