I’m printing with a CR-30. Kiri:Moto has features that have helped me dial in the printer; however, I noticed the prints tend to be very brittle. The problem seems to be that the shells are not touching each other. There is a large enough gap between the shells to run a piece of paper between the shells. The layers seem to fuse well. I tried all three thin wall settings with no improvement. I’m using a 0.8 mm nozzle and tried 0.8, 0.9, and 1.0 line widths, but there was still a gap. Is there a way to increase the overlap in the shells?
I can’t seem to upload a gcode as a new user. Here are some of the details:
I’m using PLA. Extruder temp 215. Bed temp 60. Nozzle 0.8.
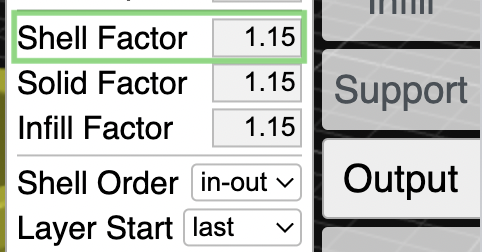
Hi @crbphd and welcome. Have you run E steps calibration? If you’re under-extruding, it will cause this. Once you’re dialed in there, I would play with the shell factor – the factor values are extrusion multipliers. Around 1.25 is a theoretical ideal (ratio of square to circle). Increase this value to thicken the shell.
Along those lines, have you run Z steps calibration? E and Z calibrations are pretty much mandatory on all new CR-30s.