I have come by pure happenstance to have an AXYZ Trident 4010 ATC CNC Router. In inches it is 60x120 for the useable bed space, in mm its 1524mm x 3050mm x 150mm Z (ish)
I have no software to create NC files for it, no support, and as it’s not GRBL or LinuxCNC (it’s A2MC) but you load it with NC files. I know it runs on G&M Code, and their site says:
All AXYZ Routers and Knife CNC systems are programmed to use standard G&M code. This makes it easy for you to choose specific software tailored to your application. For truly custom applications, we work alongside 3rd party software providers to develop and test purpose-built solutions.
I have access to functioning .NC files for it, but have no idea whether this is something I can make a KM profile to run.
Maximum spindle speed for this machine is 24,000 RPM. I have it on good authority that heading toward that with these machines is inadvisable as the spindle bearings don’t last and overall spindle torque at that RPM isn’t good, torque peaks around 50-60% of this.
As for the units and such - that is controlled elsewhere within the machine controller.
Have generated some simple linear movement G-code and a simple G-code file with a couple of arcs, and i’m comparing to the NC code from jobs the machine has run previously (which I attached above)
Questions;
do we not need the N (step number) for each line as per original code?
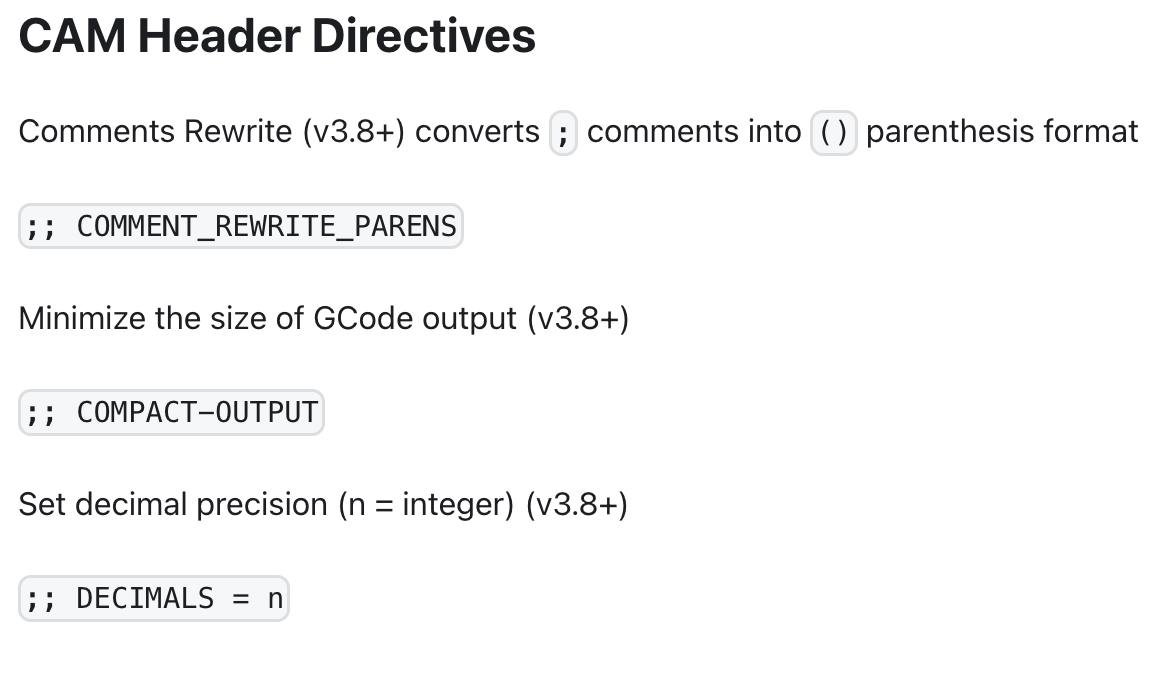
is “;” suitable for comments?
I do not know if the AXYZ machine will accept 4DP yet, once I have loaded it in I’ll know, but pre-emptively is there a way to limit it to 3DP?
The N# that starts each line in the original file are not part of standard G-code.
I’m not sure why they’re there. If your machine needs them they wouldn’t be too difficult to add to the file after it’s been generated by K:M
N## prefixes are optional on most modern systems and were historically used for things like block/part skips, crash recovery, or crude protocol error recovery. they’re even covered by an ISO standard. you most likely don’t need them unless your controller is specifically configured to require them (which is a setting in some firmwares)
many firmwares / controllers respect ; as a valid comment. if your system does not, Kiri has a device configuration checkbox to strip comments.