I have been working to learn Kiri for some time now but am still a complete novice!
I am trying to create a work flow from blender through to cnc using kiri and candle.
So far i have learned a lot in blender but it has taken me six months but I am pleased with how my work can be visualised in 3d, I have now started to cut small objects and have even managed to use the “flip” operator to good success.
unfortunately my understanding of the tool paths is limited and a bit confusing.
If I add a roughing path with a 1/4 bit and then a cutout with a 1/8 bit and download the gcode, will my machine stop for a tool change? I know you might be thinking I should just try it out but I am in my third year at uni in london and my cnc is in cambridge and I never get the time to turn it on but I do get time to go through the pc side of things once in a while. When I used the flip operator I crated a roughing path then I downloaded the g code for that side then deleted it, then flipped and added the other path for the reverse side then ran the the 2 codes separately !
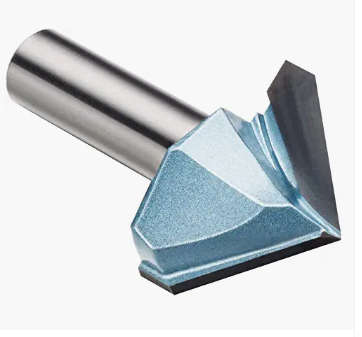
Also I would like to cut mitre joints with a 90 degree or 45 degree bit such as one like this
the problem in my mind is that i dont know how to add the tool to the library correctly .
I know I could just jog the cnc via candle to make a cut but the stock wood I am using is thicker than the bit is deeper so it will have to be cnc’ed.
I truly do have tonnes of questions but I don’t want to be black listed on my first post here. Needless to say I have been reading as much as I can and trying to find the answers but i’m starting to get snowed under with my 3rd year project.
I think your primary concern is how your setup will handle tool change commands. And that depends on your gcode “sender”. In this case, you are using Candle to stream the gcode instructions from a file to your Prover 4030, so that’s where you need to look.
While I am aware of Candle, I have never used it. Senders can either run a script / macro when they encounter a tool change then wait for user input to re-start, they could ignore the command, or they could error out and terminate the job.
If you don’t have time to experiment, then the safest course of action is to export your gcode in a zip file (this is an option in Kiri’s export dialog). Each file in the zip will be a discrete operation. Then you can run them one-by-one the way you did with your flip test.
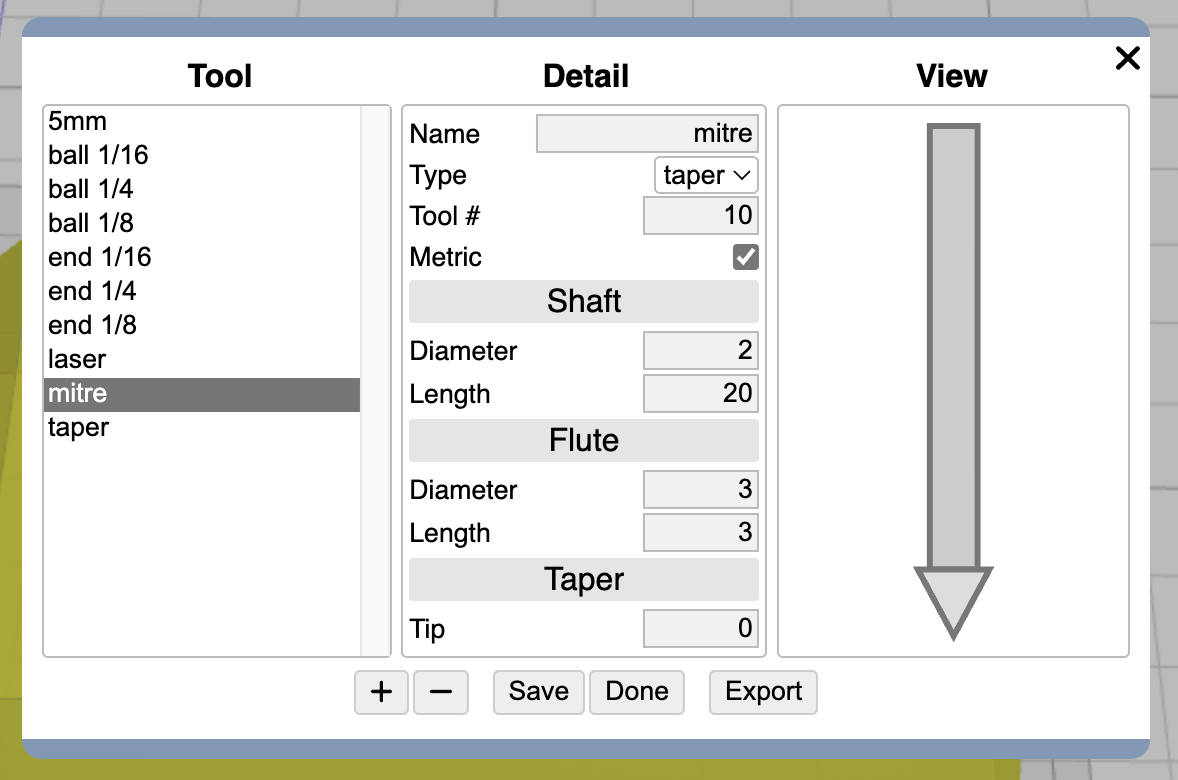
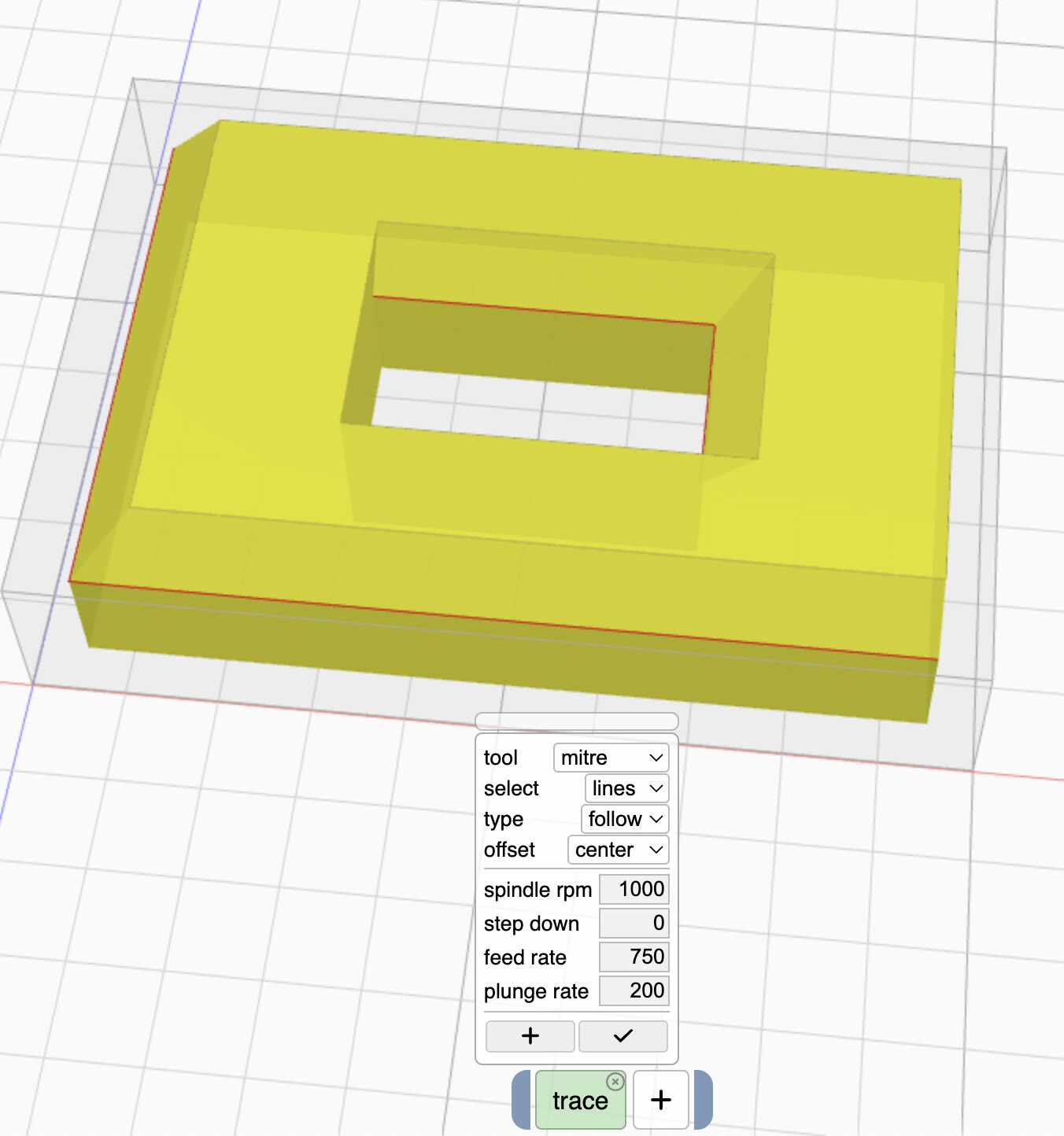
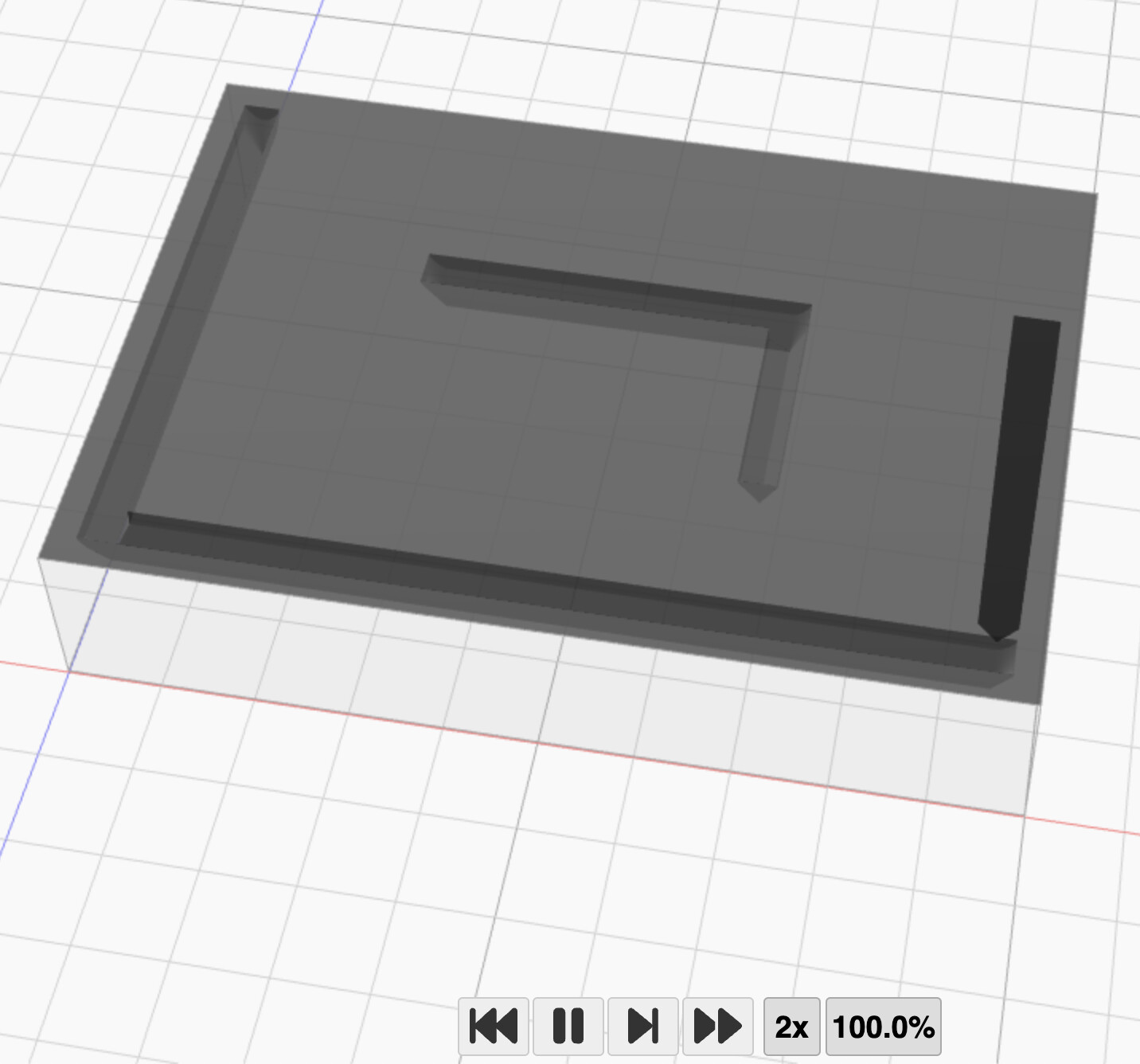
For the chamfer / mitre cuts, you will want to a) create a taper tool b) use the trace operation to select the bottom / center line of the cut.
With the xmas break coming up I plan to iron out as many gaps in my knowledge as possible, I feel many of these gaps are related to not understanding the different variables in work flow like senders and such and I will look into them, I only use candle as it is free and comes with the machine (any recomendation are more than welcome), I did look at other cam software but to my mind nothing comes close to Kiri. Albeit I don’t understand what I need to learn as of yet but I do see how easy and intuitive and powerful it is and can not see myself needing any other cam software. I just need to improve my knowledge all round.
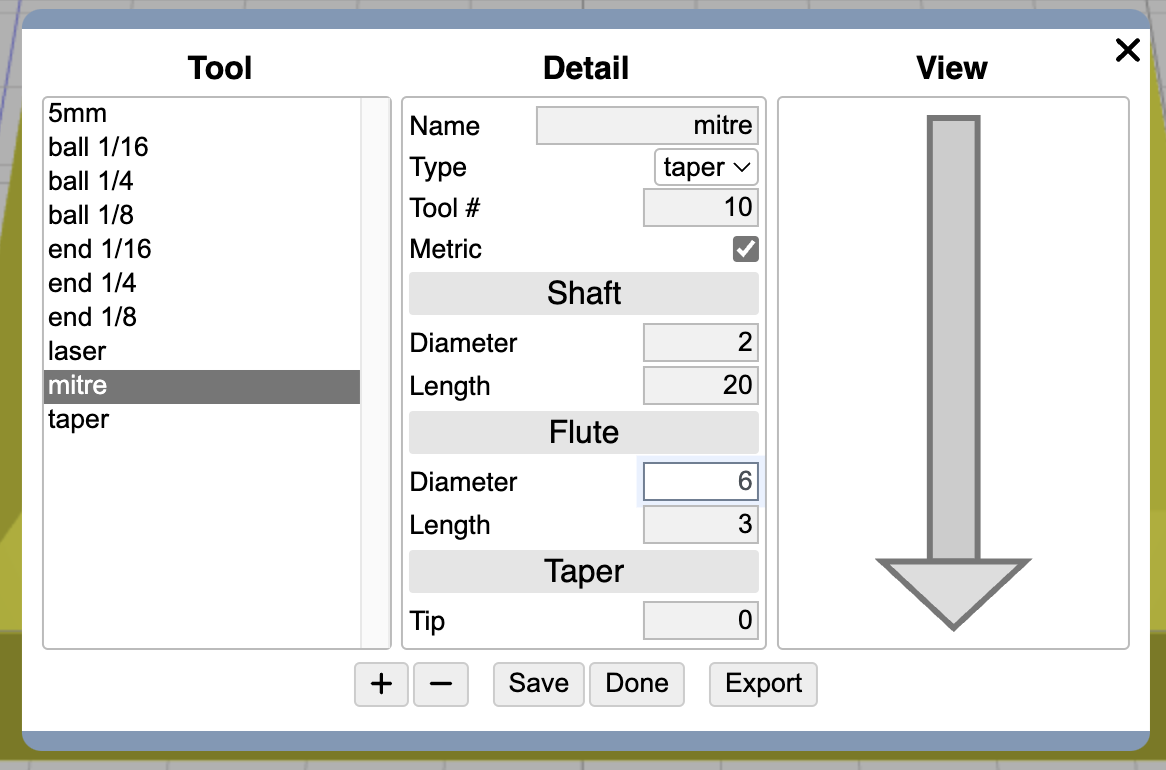
I see in the illustration above in the tool settings that the flute diameter and length are set to 3 each respectively, is it this formula that gives the 90 degree taper? if so changing to a 6mm x 6mm will still be a 90 degree? if so and my stock is 50 mm in the z axis and the tool is only 6mm could i use the roughing command to achieve the mitre?
Again many many thanks, for your help and support and for your sterling work on grid.space it truly is and inspiration and has really helped with my introduction to cnc which I’m sure you can appreciate is expensive enough to buy a machine let alone taking out subscriptions to software you don’t understand.
That was done quickly for illustration purposes only. To achieve a 90 degree chamfer, the flute diameter needs to be twice the flute length as shown here.